

1. 서 론
2. 추진잭 고장모드 분석 분석
2.1 추진잭의 구조 및 작동 메커니즘
2.2 추진잭 주 고장모드 분석
3. 가속수명 내구시험 코드
3.1 보증수명 결정
3.2 무고장 수명 시험 시간 산출
3.3 가속수명 시험 설계
4. 가속 수명 시험
4.1 추진잭 가속수명 시험기 구성
4.2 가속수명 시험 결과
5. 결 론
1. 서 론
기존 쉴드 TBM (Tunnel Boring Machine) 공법은 세그먼트 조립과 굴진 2가지 공정으로 구성된다. 세그먼트를 굴착면에 조립, 고정 후 추진잭을 압출하는 반력으로 커터헤드가 전진하며 굴착 작업을 수행한다. 이때 세그먼트 조립 공정에서는 굴착작업이 중단되는 단점이 있다. 이를 개선하기 위한 방안으로 세그먼트를 체결하는 동안에도 설치중인 세그먼트를 제외한 나머지 세그먼트에 추력을 가하여 굴진하는 반연속 굴착(Semi-continuous) TBM 공법이 개발된 바 있다(Kim et al., 2023a). 이 공법은 영국 고속철도 Chiltern Tunnel에 적용되어 실증까지 완료되었는데(BBC, 2024) 기존 불연속 굴착 공법에 비해 최대 약 1.6배의 순굴진율(penetration rate) 향상을 달성할 수 있는 것으로 보고되었다(Tröndle et al., 2023). 다만 순굴진율 기준, 약 20~30% 수준의 향상이 현실적인 범위로 판단된다. 반연속 굴착기술은 일부 최초 세그먼트 체결시간과 링 폐합 시 추진잭을 휴식해야 한다(Lee et al., 2025). 그래서 이러한 휴식기간을 최소화하기 위해 나선형 세그먼트(helical segment)를 이용한 연속굴착기술 방식이 제안되었다(Choi et al., 2022). 나선형 세그먼트를 사용할 경우, 세그먼트의 설치와 터널 굴진이 동시에 가능한 장점을 갖는다.
나선형 세그먼트는 TBM 진행방향으로 일정한 헬리컬 나선의 피치로 인한 헬리컬 각도(helical angle)를 가지고 있으며, 추진잭은 나선형 세그먼트의 경사면에 접촉하여 추진력을 제공한다. 이때 경사각도에 따른 횡방향 분력이 추진잭 페데스탈에 작용하게 된다. 이러한 분력은 실린더 내부에 좌굴하중을 유발하고, 마찰 및 피로응력이 각 부품에 누적된다. 이는 추진잭 모듈의 구조안전성 및 신뢰성을 저하시키는 요인이 된다(Kim et al., 2023b).
본 연구에서는 연속굴착형 TBM 추진잭의 주요 고장요인과 위험도를 규명하기 위하여, 신뢰성공학의 대표적인 분석 절차를 단계적으로 적용하였다(Bertsche, 2008). 우선, 고장 원인과 작동 메커니즘을 연계하여 구성요소 별 고장모드를 확인하는 고장 메커니즘 및 영향 분석(Failure Modes, Mechanisms, and Effects Analysis; FMMA)을 수행하였으며(Hendricks et al., 2015), 이를 통해 주요 부품의 잠재적 고장 경로를 도출하였다. 다음으로, 각 고장 모드의 발생 가능성과 심각도를 비교하기 위해 치명도 메트릭스 분석(Criticality Matrix Analysis; CMA)을 실시하였고(Moss and Woodhouse, 1999), 이를 확장하여 고장 영향 및 치명도 분석(Failure Modes, Effects, and Criticality Analysis; FMECA)을 수행함으로써 추진잭 내 구성요소별 위험 우선순위를 정량화하였다(Borgovini et al., 1993). 또한 설계 신뢰성과 사용자의 요구 특성을 동시에 반영하기 위해 품질 기능 전개(Quality Function Deployment; QFD) 기법을 병행하여, 고장모드 분석 결과를 제품 성능지표와 연계하였다(Chen et al., 2022).
이러한 정성적 신뢰성 분석 절차를 통하여 추진잭의 주요 고장 인자를 도출하고, 고장 확률 분포를 반영한 가속수명 신뢰성 시험코드를 설계하였다. 이 시험코드에서 추진잭의 목표 내구수명에 따른 반복 사이클 횟수를 결정하였다. 이를 기반으로 추진잭 내구시험용 전용 지그를 제작하여 리퍼비쉬된 추진잭의 주기반복 하중시험을 수행하였다. 이를 통해, 연속굴착형 추진잭의 신뢰도 기준인 무고장 사용시간 목표치가 충족되는지 확인하고자 하였다.
2. 추진잭 고장모드 분석 분석
2.1 추진잭의 구조 및 작동 메커니즘
TBM 추진잭은 크게 튜브와 로드의 어셈블리로 구성된다. 각각의 조립체는 Fig. 1과 같이 세부 부품으로 나뉜다. 튜브는 외부에서 유압을 공급해주고, 로드의 작동을 가이드해주는 외부구조체이다. 로드는 유압에너지에 의해 직접 압출, 인입되는 작동 부품이며, 여기에 피스톤 씰은 로드의 압출 시 압력이 유지되도록 해주며, 로드 씰은 유압의 외부누출을 방지해주는 역할을 한다. 로드가 압출되면 끝단의 페데스탈이 세그먼트 측면에 접지되어 TBM 본체의 추진력을 획득하게 된다. 각 구성 부품별 세부 기능은 Table 1에 다시 정리하였다.
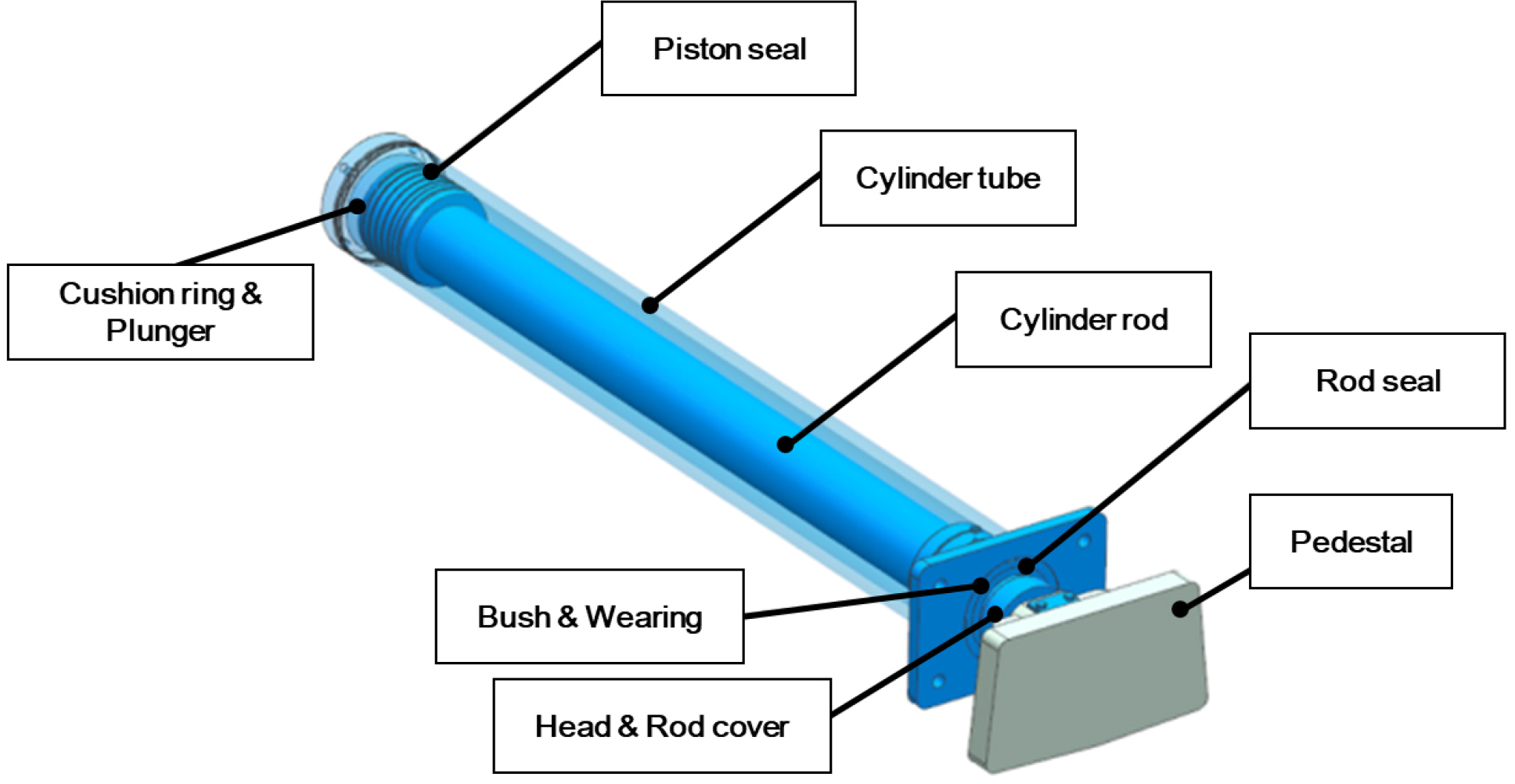
Table 1.
Functions of each component of a TBM thrust jack
나선형 세그먼트를 이용한 연속굴착 시, 세그먼트의 경사로 인해 기존 추진잭과 달리 경사에 따른 모멘트 및 횡하중이 발생하는데, 각 부품의 작동기능과 고장 모드에 대해 간략히 분석하면 Fig. 2과 같다.
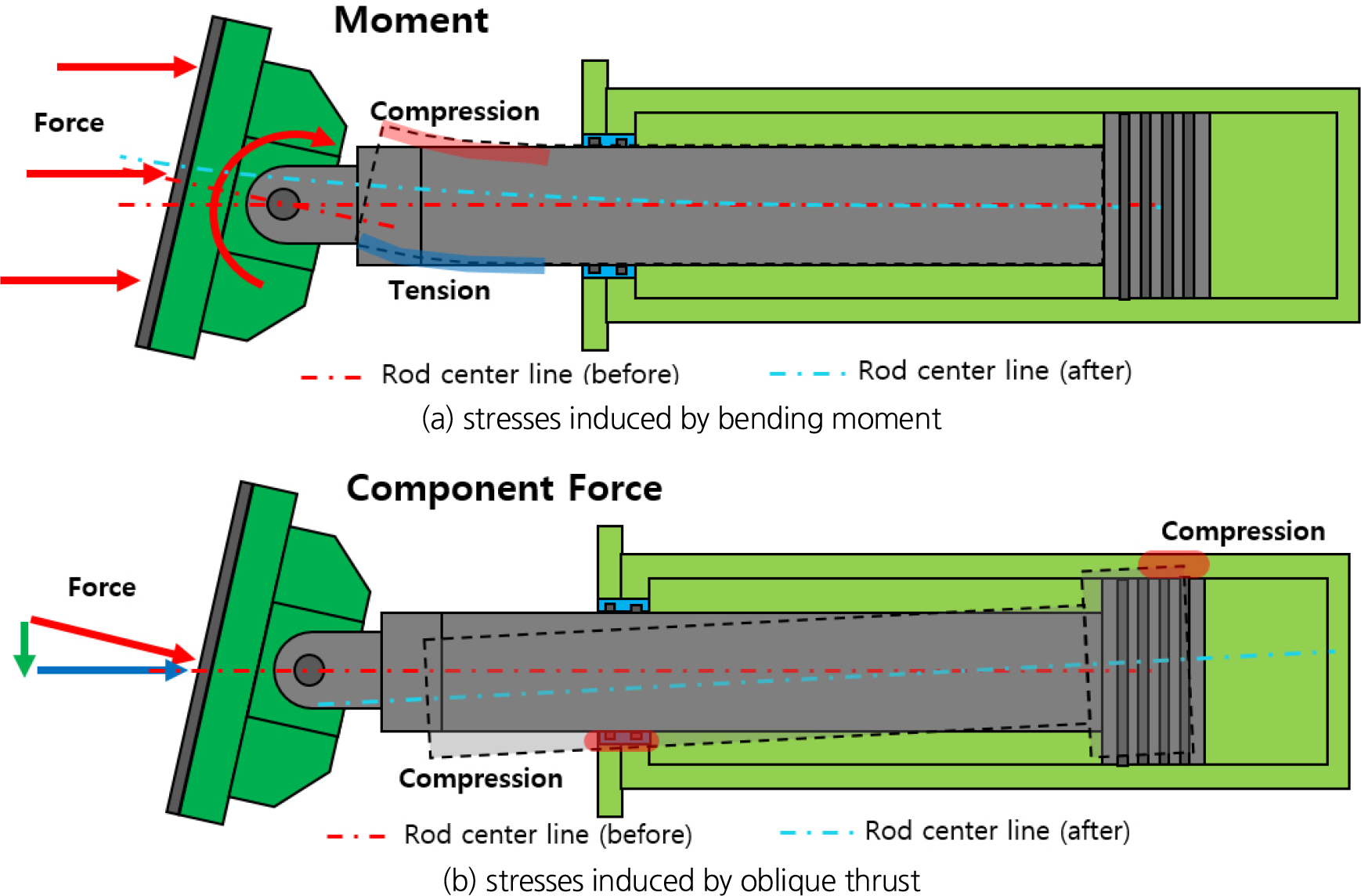
세그먼트의 경사각은 추진잭에 추가적인 하중을 유발하며 주로 모멘트와 분력의 형태로 작용한다. 경사각에 의해 발생하는 모멘트는 로드에 인장응력과 압축응력을 유발하여 좌굴(buckling)현상을 유도하고, 이는 로드의 구조적 안전성과 내구성에 영향을 줄 수 있다(Fig. 2(a)). 또한 경사에 따라 발생하는 분력은 로드의 횡방향 처짐을 발생시키고, 이로 인해 부싱(bushing), 피스톤 씰(piston seal), 로드 씰(rod seal)과 같은 접촉부에 응력집중을 초래한다(Fig. 2(b)). 이러한 반복 하중은 피로누적을 가속화 하고 결국에는 부품 변형 및 파손으로 이어질 수 있다.
2.2 추진잭 주 고장모드 분석
연속굴착형 TBM 추진잭의 가속수명시험 코드를 개발하기 위해서는, 추진잭 구성요소의 고장 영향과 고장모드를 체계적으로 분석하여 잠재적 결함을 확인하는 과정이 필수적이다. 이러한 절차는 다양한 기계요소의 내구성 평가 연구에서도 동일한 방법론으로 적용된 바 있다(Park et al., 2013).
본 연구에서는 이러한 절차를 기반으로 추진잭의 주요 부품을 대상으로 고장모드 분석을 수행하였다. 우선, FMMA (Failure Modes and Mechanisms Analysis)를 활용하여 구성요소별 잠재적 고장모드를 도출하였으며, CMA (Criticality Matrix Analysis)를 적용하여 각 고장모드의 심각도와 발생빈도를 2D매트릭스로 정리하였다. 이후 FMECA (Failure Modes, Effects and Criticality Analysis)를 통해 고장모드 별 심각도와 발생빈도를 정량화하여 고장모드 별로 치명도를 확인하였으며, QFD (Quality Function Deployment)를 통해 고장모드 별 수명이 고려된 중요도 점수를 산출하였다(Kang et al., 2006).
2.2.1 부품별 기능 및 파괴모드(FMMA: Failure Modes and Mechanisms Analysis)
연속굴착형 TBM 추진잭에서 무엇이(부품), 어떻게(고장모드), 왜(고장 메커니즘) 망가지는지에 대해 PoF (Physics of Failure)기반으로 규명하기 위해 FMMA 작업을 수행하였다. 추진잭의 부품 별 고장모드를 조사하기 위해 일반적인 유압실린더에 대해서 분석한 사례를 참고하여, TBM 추진잭의 주요부품에 대한 기능과 고장모드를 2~3개씩 선정하였다. 단, 페데스탈은 일반적으로 세그먼트에 접지하는 역할을 하기 때문에 파손이나 마모된 사례가 극히 드물어 FMMA 분석에서 제외하였다.
부품별 번호는 Table 1과 동일한 순서로 Table 2에 정리하였다. 주요 고장모드는 씰은 주로 마모와 윤활부족, 로드는 씰의 마모에 따른 표면 흠집 및 부식, 그리고 튜브, 커버와 같은 외장재는 주로 초과하중에 의한 파손이었다.
Table 2.
Components of FMMA (Failure Modes and Mechanisms Analysis)
2.2.2 치명도 메트릭스 분석(CMA : Criticality Matrix Analysis)
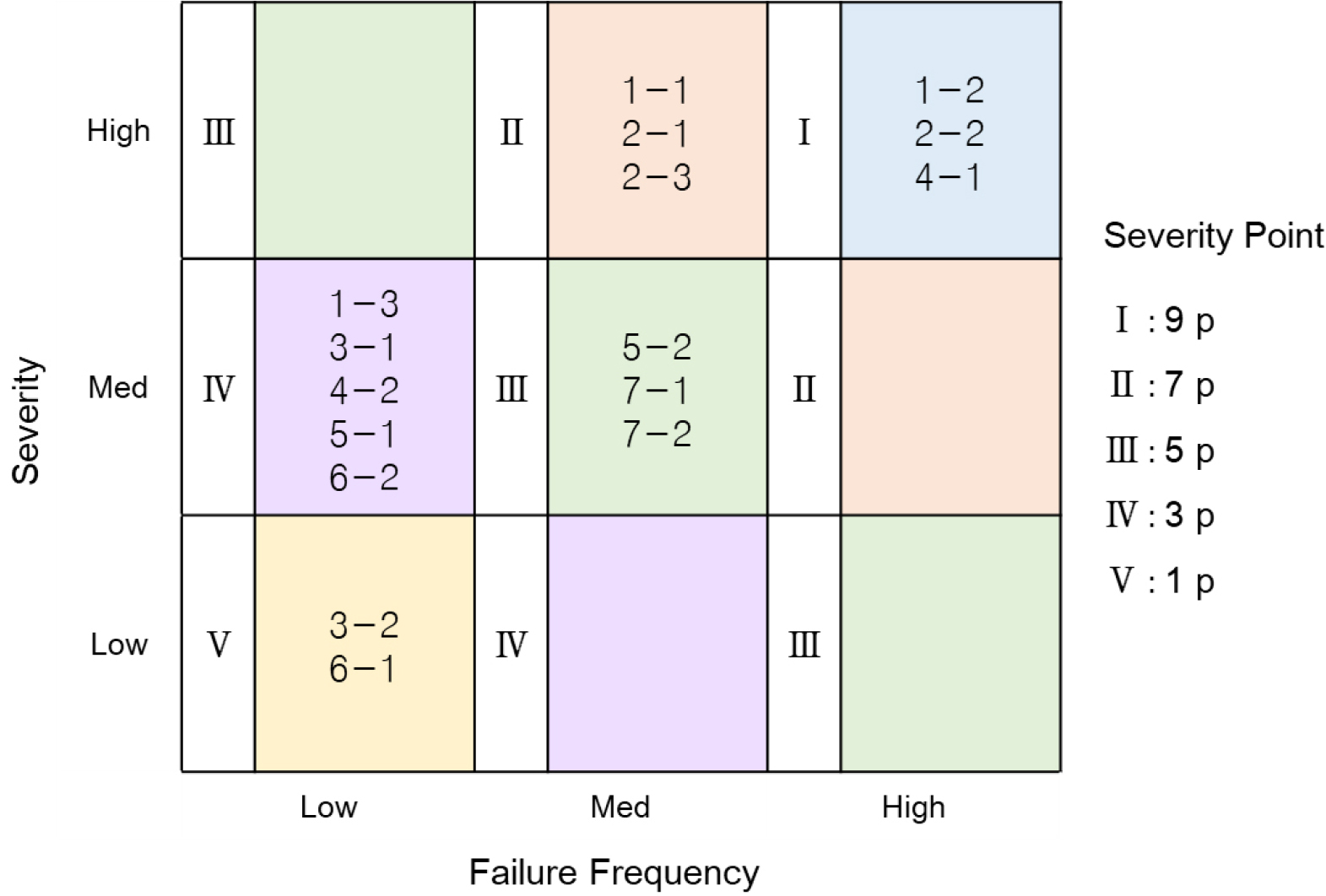
치명도 메트릭스 분석(Criticality Matrix Analysis, CMA)은 시스템 구성요소나 고장모드별로 고장의 심각도(Severity)와 발생빈도(Failure Frequency)를 두 축으로 하여 위험도를 시각적으로 평가하는 방법이다. 이 분석은 각 요소의 상대적 중요도를 구분하며, 위험도가 높은 항목을 우선순위 Top-N을 신속하게 선별하고 관리 대상으로 선정하기 위해 사용된다. 그림에서 세로축(Severity)은 고장 발생 시 시스템이나 작업에 미치는 영향의 정도를 나타내며, ‘High → Low’로 갈수록 영향이 작아진다. 반면 가로축(Failure Frequency)은 특정 고장이 발생할 가능성을 의미하며, ‘Low → High’로 갈수록 고장이 자주 발생함을 뜻한다(U.S. Department of Defense, 1980, 2012). 각 구획(Cell)은 두 요인의 조합으로 정의된 치명도 등급(I~V)을 나타내며, 오른쪽 상단(High Severity–High Frequency)으로 갈수록 치명도가 높아 관리 우선순위가 높다. 등급별 점수(예: I: 9점, II: 7점 등)는 위험기반 유지보수나 설계 개선 시 정량적 판단 기준으로 활용된다.
TBM 추진잭에 대하여 고장 심각도와 발생빈도를 CMA 메트릭스를 통해 분석한 결과를 Fig. 3에 나타내었다. 분석 결과, 치명도와 발생빈도 모두에서 높은 점유율을 차지하고 있는 것은 1-2(Piston Seal- Increased friction), 2-2(Rod seal- Increased friction), 4-1(Piston rod-Scratches on the coating surface)의 3종이었다.
2.2.3 고장모드 영향 및 치명도 분석(FMECA : Failure Modes, Effects and Criticality Analysis)
FMECA는 FMMA와 CMA에서 도출된 고장모드 별 심각도와 고장빈도에 따른 정량 치명도(criticality) 점수를 계산하고, 그 결과에 따라 리스크 순위를 확정하여 가속수명시험 코드의 설계 요소로 활용하였다. 고장모드별 치명도 점수는 Table 3에 제시하였다. 분석 결과, 피스톤 씰과 로드 씰 관련 고장모드가 심각도와 고장빈도에서 모두 높은 값을 보여, 씰의 마모·표면 손상 및 변형에 기인한 누유가 주요 치명 고장모드임을 확인하였다. 유발 스트레스로는 고압 반복 하중과 헬리컬 각도에 기인한 편심/굽힘으로 확인하였다. 이를 근거로 가속수명시험 설계 시 주 가속인자를 압력으로 설정하고, 판정 기준은 목표 사이클 동안 피스톤/로드 씰의 파손 또는 추진잭 외부 누유로 정의하였다.
2.2.4 품질기능전개(QFD : Quality Function Deployment)
본 연구의 QFD는 요구사항을 ‘수명’ 단일 항목으로 설정하고, 이에 대한 부품별 고장모드의 중요도를 산정하여 Table 4에 제시하였다. 각 부품별 고장모드와 수명간의 상관관계를 도형을 통해 시각적으로 표현하였으며, 중요도 점수로 정량 평가를 수행하였다. 그 결과 피스톤 씰과 로드 씰의 누유가 추진력 저하 및 내구성 감소를 유발하여 추진잭 수명에 직접적인 영향을 주는 것으로 확인하였다. 아울러 QFD 결과와 도식의 연계를 통해 고장 영향 경로를 직관적으로 추적할 수 있었으며, 이를 근거로 향후 신뢰성 검증에서 수명시험을 주 시험 항목으로 설정하였다.
Table 3.
FMECA (Failure Modes, Effects and Criticality Analysis)
Table 4.
Evaluation of component importance in QFD (Quality Function Deployment)
3. 가속수명 내구시험 코드
3.1 보증수명 결정
TBM 추진잭의 일일 작동 사이클은 커터헤드의 순굴진속도(PR: Penetration rate)와 회전수에 따른 평균 사이클로 계산하였을 때, 약 5.04 cycle이다. 연간 작동일수는 210 day이며, 본 연구에서 내구수명 보증 목표는 4,500 hr로 설정하였다. TBM 추진잭의 가동률이 35%일 때, 4,500 hr 보증수명을 년수로 환산하면 1.47 year이다. 추진잭의 보증수명 사이클 ()은 식 (1)과 같다.
TBM 추진잭이 약 4,500시간 이상 보증하기 위한 작동 사이클은 1,553 cycle 이다. 본 연구에서는 신뢰성 평가를 위해 를 고장률 10%에 해당하는 으로 보증수명을 설정하였으며 식 (2)와 같다. 이때 불신뢰도 는 0.1이며, 이는 고장 확률 10%를 의미한다.
3.2 무고장 수명 시험 시간 산출
무고장 수명시험시간 산출을 위해서는 형상모수(𝛽), 시료수(n), 신뢰수준(CL: Confidence Level)을 결정해야 한다.
3.2.1 형상모수 결정
본 연구는 추진잭의 피스톤 씰 및 로드 씰 누유가 마찰 마모에 의해 누적 진행되는 wear-out 메커니즘임을 전제로 와이블(Weibull) 분포를 적용하였다. 기존 연구(Bloch and Geitner, 1997)에 따르면 마모 지배 고장모드의 형상모수(β)는 일반적으로 1~4 범위에 위치하며, 공공기관 가이드(U.S. Army Corps of Engineers, 2025)에서는 기계 구성품의 wear-out 가정 시 형상모수(β)는 3~4를 권장한다. 이를 참고하여 추진잭 씰 부품의 형상모수(β)는 3.0으로 적용하였다.
3.2.2 시료수 결정
추진잭에 대해서 추가로 내구시험을 수행하는 데에 비용과 시간상 어려움이 있어 대상 시료 수(n)는 현재 보유 중인 추진잭 1개로 결정하였다.
3.2.3 신뢰수준 결정
신뢰수준은 일반적으로 수요업체의 요구에 의해 결정된다. 하지만 아직 국내 TBM분야에서는 개별부품의 신뢰성에 대한 요구 기준치가 별도로 존재하지 않고, 완성차 및 핵심부품(메인베어링)의 사용수명에 대한 기준만 통용되고 있다. 따라서 본 연구에서는 참고문헌 (Kim, 2006)에서 제안하는 고장분석기법을 응용한 자체 개발한 메트릭스 분석방식(CMA, FMECA)을 사용하여 단계별로 치명도 점수를 계산하였다.
1단계로 FMMA 기법을 활용하여 TBM 추진잭의 신뢰수준(CL) 결정조건에 따른 발생빈도와 심각도를 상-중-하 로 평가하였다. 결정조건은 업체가 제공할 수 있는 시료 가격 및 시료 수, 시험에 사용되는 비용, 부품 고장으로 인한 영향, 고장 등으로 인한 위험성 총 4가지 항목으로 설정하였으며, 각각의 결정조건에 따른 발생빈도와 심각도는 Table 5와 같다.
Table 5.
Criticality assessment (FMMA) for determining the confidence level (CL)
2단계로 결정조건에 따른 심각도와 발생빈도를 Fig. 4와 같이 2D 메트릭스화 시켜 정량화 하였다(CMA). 결과 안전 항목이 2등급, 샘플비용과 부품 고장으로 인한 영향이 3등급, 샘플수가 4등급으로 확인되었다.
3단계는 CMA를 통해 심각도와 발생빈도에 따른 치명도 점수를 산출하고 치명도의 누적점수를 구하였다(Table 6).
마지막 4단계로 치명도 누적점수에 따른 신뢰수준 지표를 바탕으로 TBM 추진잭의 신뢰수준을 결정한다. 일반적인 기계부품류의 신뢰수준은 80~90% 수준이며, Table 7과 같이 최종적으로 TBM 추진잭의 신뢰수준(CL)은 80%로 산출되였다.
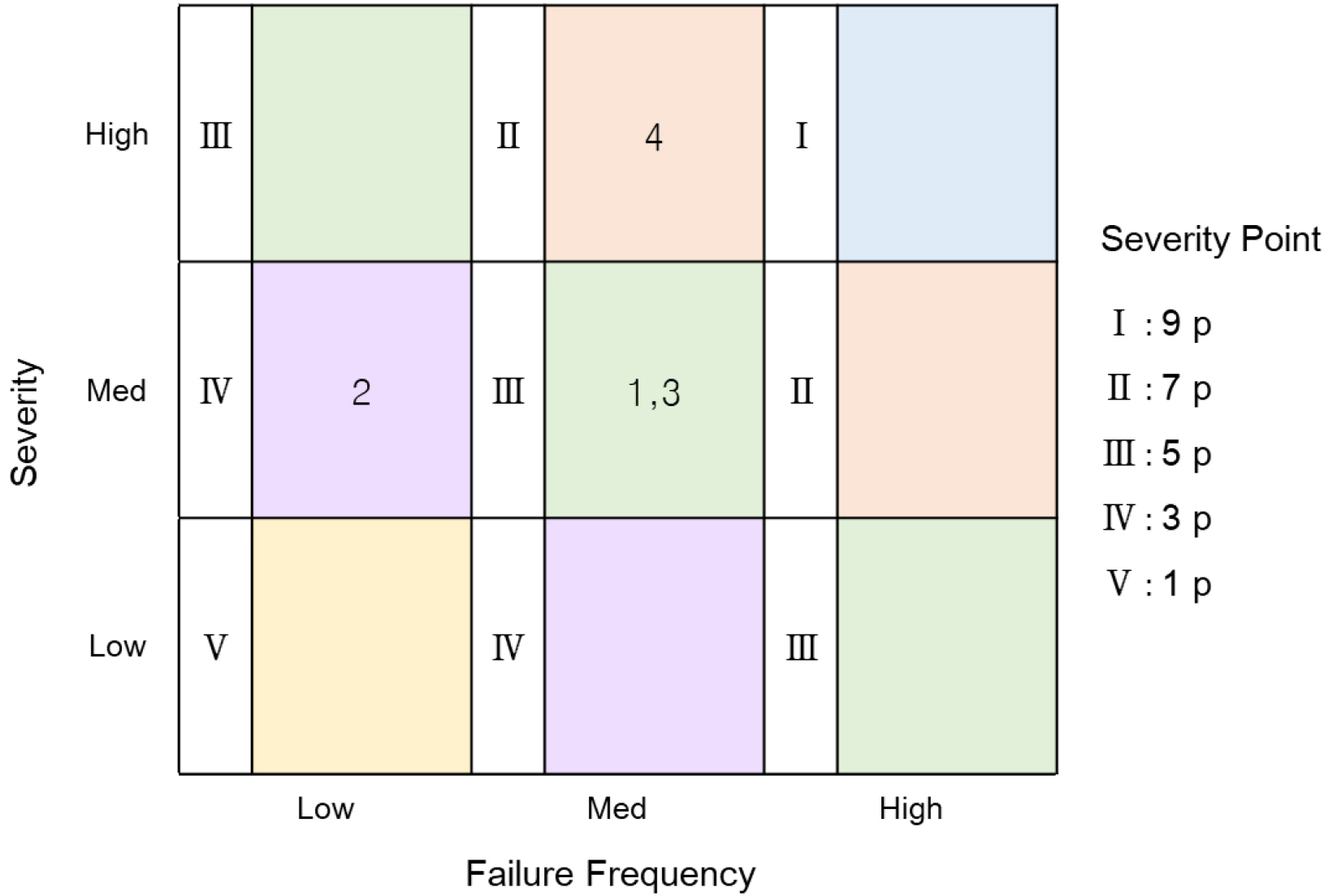
Table 6.
Quantitative criticality assessment of component reliability (FMECA)
Table 7.
Determining the confidence level (CL)
| Grade | Cumulative score | Confidence level (CL) |
| Ⅰ | ≥ 30 | 95 % |
| Ⅱ | ≥ 25 | 90% |
| Ⅲ | ≥ 20* | 80%* |
| Ⅳ | ≥ 15 | 70% |
| Ⅴ | ≥ 10 | 60% |
위에서 규정한 TBM 추진잭의 수명을 보장하기 위한, 무고장 합격 기준을 만족하는 무고장 시험시간은 식 (3)와 같다.
여기서 는 보증 수명 1,553 cycle, 은 신뢰수준 80%, 은 시료수 1, 는 불 신뢰도 0.1이며, 형상모수(𝛽)는 3.0일 때, 무고장 시험시간 는 3,854 cycle 이다.
3.3 가속수명 시험 설계
TBM 추진잭 추진 시 최대압력은 설계치 상 최대 추력 208 tonf 일 때, 34.3 MPa으로 확인하였다. 가속 수명 시험의 가속인자는 압력으로 설정하고, 이때 가속계수 는 식 (4)과 같다.
고장모드가 피스톤 씰과 로드 씰의 마찰에 의한 마모이므로 가속지수 은 2로 한다. 가속 모델로는 역승모형을 선택하였으며, 추진잭의 사용 압력 은 작업별 평균부하율을 고려하여 10 MPa로 산출하였다. 시험압력 는 30 MPa로 하였으며, 이때 가속계수 는 9.0으로 계산되었다.
가속 수명 시험 시간 는 식 (5)와 같으며, 연속굴착형 TBM 추진잭의 4,500 시간 내구수명 보증을 위한 최종 가속 수명 시험 시간은 429 cycle로 계산되었다.
Table 8은 시험압력에 따른 가속수명시간 사이클을 표로 나타낸 것이다. 시험압력이 커질수록 가속계수(Acceleration Factor)는 커지고, 가속수명시험 사이클은 줄어든다. 시험 시간 및 비용을 고려하였을 때, 가속수명시험 사이클이 가장 적은 조건은 시험압력이 35 MPa 일 때 이다. 하지만 TBM 추진잭의 설계 상 최대 사용압력이 34.3 MPa이며, 이 이상의 압력이 지속적으로 가해질 경우 추진잭의 고장모드가 바뀔 위험이 있다. 따라서 그보다 작은 30 MPa로 시험압력을 결정하였으며, 이때 가속수명내구시험 사이클은 최종적으로 429 cycle로 계산되었다.
Table 8.
No-failure accelerated life cycles according to test pressure
4. 가속 수명 시험
4.1 추진잭 가속수명 시험기 구성
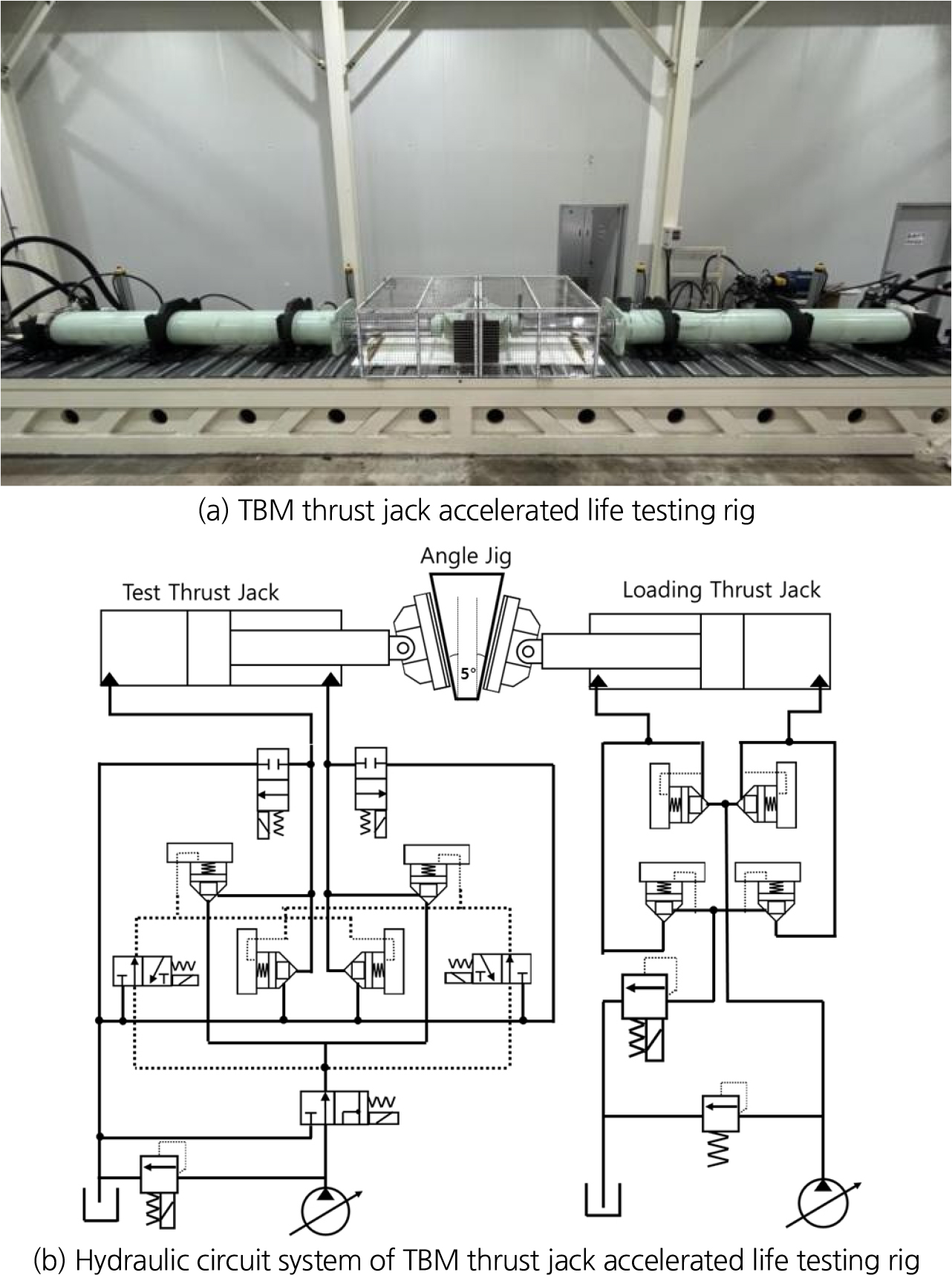
연속굴착형 TBM 추진잭의 가속수명시험을 위한 전용 시험기를 Fig. 5(a)와 같이 구성하였다. TBM 굴진 시 추진잭에 작용하는 추력과 세그먼트의 반력을 동시에 모사하기 위해 시험용 추진잭(specimen)과 반력용 추진잭(dummy)을 마주보는 구조(back-to- back)로 구성하였다. 부하용 추진잭은 시험용 추진잭이 전진 하는 동안 동일한 크기의 반력 부하를 인가하고, 후진 시에는 무부하가 되도록 유압회로를 설정하였다(Fig. 5(b)).
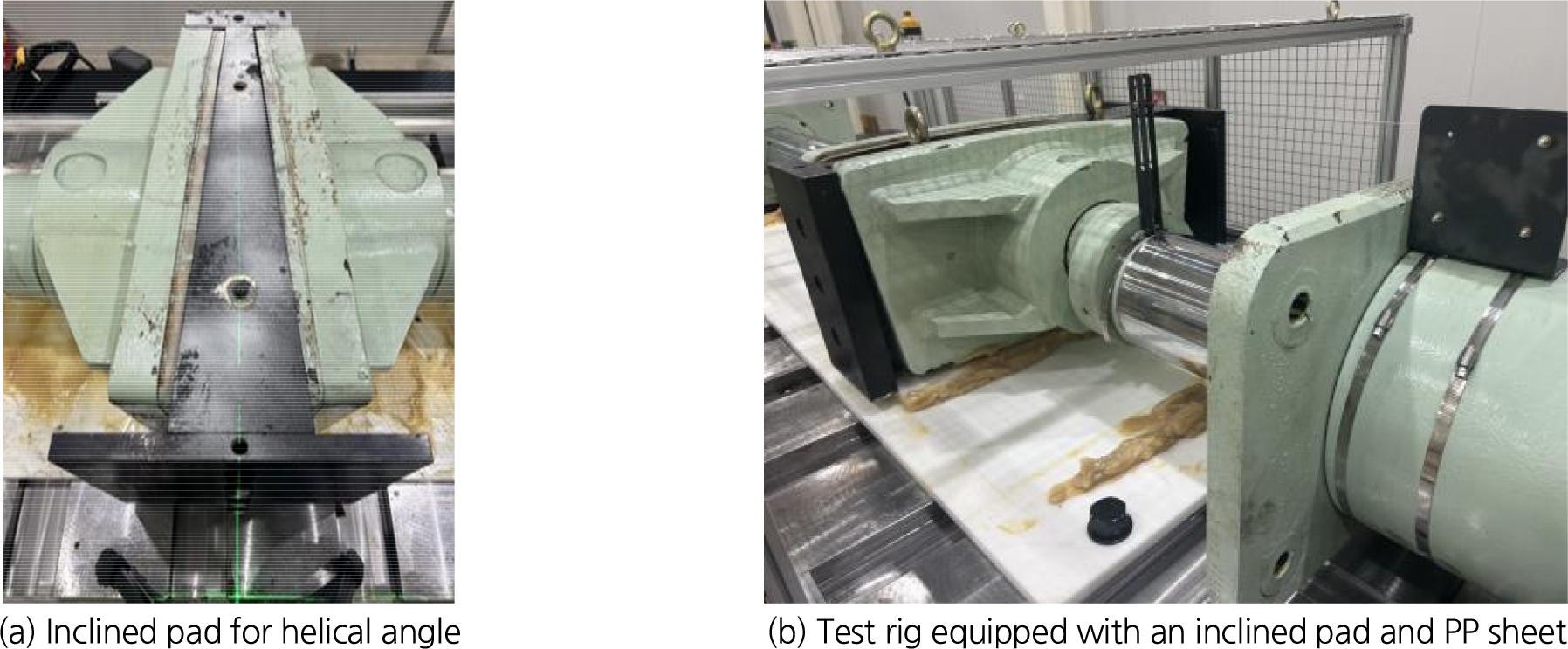
또한 헬리컬 세그먼트의 경사로 인한 휨하중을 재현하기 위해 사다리꼴 형상의 지그를 제작하여 시험편과 부하편 사이에 설치하였다(Fig. 6(a)). 추진잭이 전·후진하는 동안 페데스탈의 헬리컬 각도 유지됨을 확인되었으며, 지그와 베드 접촉면의 마찰을 최소화하고 재현성을 확보하기 위해 지그하단부와 시험기 베드에 폴리프로필렌(PP) 시트를 부착하였다(Fig. 6(b)). 시험에 사용된 추진잭은 실제 굴착현장에 사용된 추진잭을 리퍼비쉬 하여 내부 피스톤 씰, 로드 씰 등을 모두 교체한 제품을 사용하였다.
4.2 가속수명 시험 결과
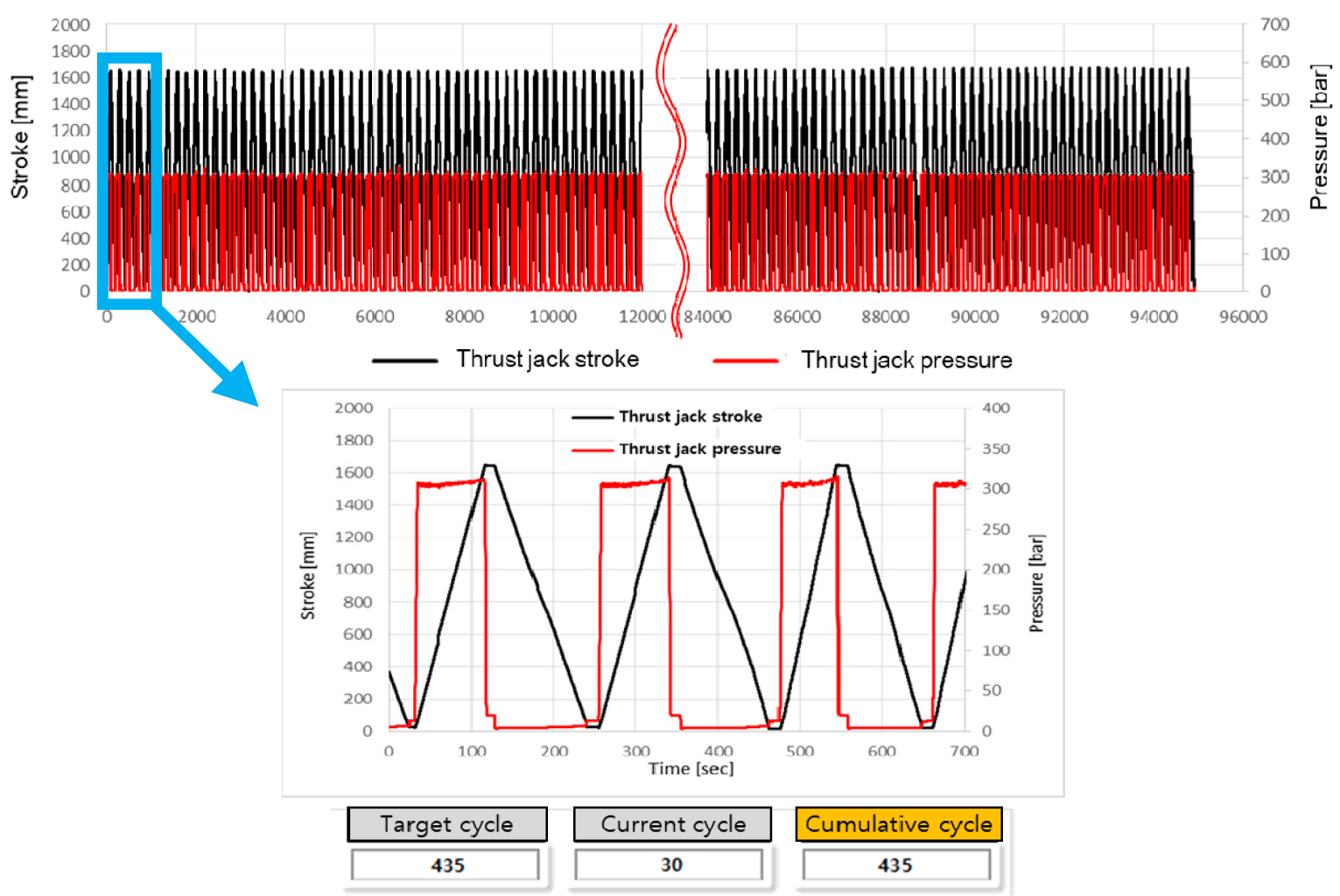
TBM 추진잭 시험은 전진 시 30 MPa, 후진 무부하 조건으로 시험을 수행하였다. 페데스탈의 경사각은 나선형 세그먼트의 헬리컬 각도인 5° 로 설정하였으며, 왕복 1 cycle 스트로크는 3.1 m, 왕복 평균 속도는 1 m/min으로 설정하였다. Fig. 7과 같이 총 435 cycle을 수행하였으며, 이는 본 가속수명 시험의 목표인 429 cycle을 충족하였다.
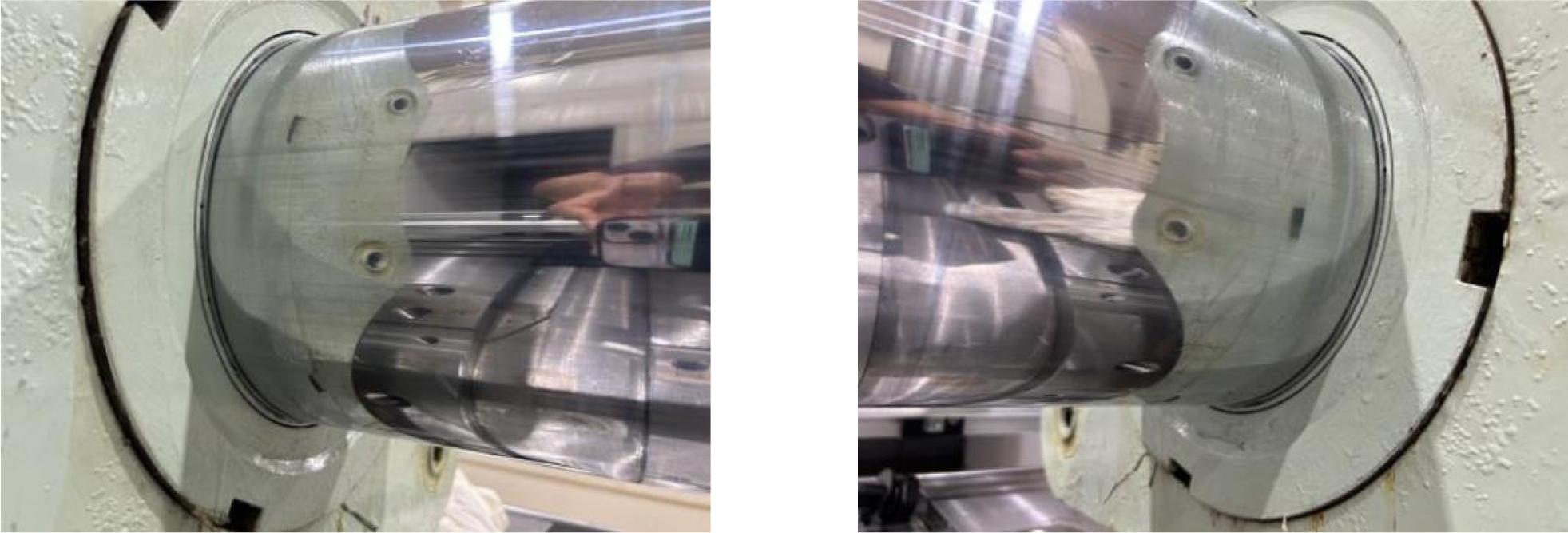
가속수명 시험시간의 0%, 50%, 100% 구간에서 성능시험 평가기준인 외부 누유를 점검한 결과 누유는 발생하지 않았다(Fig. 8). 시험 종료 후 피스톤 씰, 로드씰의 마모로 인한 누유 및 실린더 내부 오일 오염이 없는 것을 확인하였으며, 추진잭 외부의 파손 및 변형도 없는 것으로 확인하였다. 종적으로 본 연속굴착형 TBM 추진잭은 가속수명시험 결과, 신뢰수준 80%에서 수명 4,500시간을 만족할 가능성을 확인하였다. 다만, 단일시료(=1) 시험의 한계로 인해 실제 현장 적용 시 추가 검증이 필요하다.
5. 결 론
본 연구에서는 연속굴착형 TBM 추진잭의 구조 안전성 및 내구 신뢰성을 검증하기 위해 고장모드 분석 및 가속수명시험 코드를 개발하고, 유압부품의 대표적 신뢰성시험인 무고장 가속수명시험을 통해 추진잭의 최종적인 목표 신뢰도를 충족함을 검증하였다. 일련의 연구 수행내용을 요약하면 다음과 같다.
(1) TBM 추진잭의 고장모드 기반 시험코드를 개발하였다. FMMA, CMA, FMECA, QFD 등을 통해 추진잭의 주 고장모드가 피스톤 씰과 로드씰 마모에 의한 누유임을 도출하고, 나선형 세그먼트의 경사면에 의한 좌굴 영향을 반영한 가속수명 시험코드를 개발하였다.
(2) 추진잭의 신뢰성 검증을 위해 무고장 가속수명 시험시간을 계산하였다. 추진잭의 보증수명 4,500 시간에 대한 무고장 시험시간을 산출하고, 운전압력 10 MPa 대비 시험압력 30 MPa의 가속조건을 적용하여 등가 가속수명시험시간은 429 cycle로 산출되었다.
(3) 신뢰성시험을 수행하고, 대상 시험체의 신뢰도를 판정하였다.: 전진 시 30 MPa, 후진 시 무부하, 경사각도 5 도, 왕복 스트로크 3.1 m, 평균 속도 1 m/min의 조건에서 총 435 cycle의 시험을 수행하여 목표 429 cycle을 충족하였다. 0% - 50% - 100% 구간에서 외부누유 점검과 시험 종료 후 육안검사를 통해 누유, 파손, 변형이 없는 것으로 확인하였다. 이를 통해 추진잭은 신뢰수준 80%에서 사용시간 4,500 시간의 보증수명을 만족함을 검증하였다.
