

1. 서 론
2. 연구 방법
2.1 시험 장비 소개
2.2 선형절삭시험 시험체 및 절삭도구
2.3 선형절삭시험 방법
2.4 비에너지 산정 방법
2.5 체거름 시험 방법
3. 시험 결과
3.1 최적절삭조건 도출
3.2 절삭하중
3.3 비에너지
3.4 체거름 시험 결과
4. 토 의
5. 결 론
1. 서 론
최근 도시화와 산업화의 가속화로 지하공간 활용에 대한 수요가 급격히 증가하고 있다. 특히 대도시 교통난 해소를 위한 지하철 및 광역철도망 확충, 대심도 도로터널 건설, 장대 수송터널 및 지하 저장시설 구축이 활발히 이루어지고 있다. 이러한 지하 인프라는 대부분 수십에서 수백 미터 이상의 심도에서 시공되며, 지반은 높은 상재하중과 지압을 받는 구속 상태에 놓이게 된다.
현재 국내에서는 NATM 공법이 터널 굴착의 주된 방식으로 적용되고 있으며, 이에 관한 연구도 활발히 수행되어 왔다. 그러나 NATM 공법은 시공 안정성, 굴착 효율성, 환경 영향 측면에서 한계를 가지며, 특히 고심도 조건에서는 낙반 및 여굴과 같은 불확실성이 증가하는 문제가 있다. 이러한 한계를 보완하기 위해 TBM과 로드헤더와 같은 기계식 굴착 공법의 필요성이 증가하고 있으며, 현장에서의 적용 사례 또한 확대되고 있다.
로드헤더(roadheader)는 자유단면 굴착이 가능한 대표적인 기계식 굴착 장비로, 다수의 픽 커터(pick cutter)를 커팅헤드(cuttinghead)에 배열하여 회전시킴으로써 암반을 절삭한다(Choi et al., 2024). 실제 지하 암반은 상재하중, 측압, 지하수압 등 다양한 구속응력 상태에 놓여 있으며, 이러한 구속응력은 암반의 파괴 메커니즘, 균열 진전, 파쇄 특성 및 절삭 저항에 큰 영향을 미친다. 따라서 절삭력 연구에서 구속응력을 고려하지 않을 경우, 실험 결과와 실제 현장 조건 사이에 상당한 차이가 발생할 수 있다.
이러한 필요성에 따라 구속응력을 고려한 절삭시험 연구가 수행되어 왔다. Pan et al.(2018)은 TBM 디스크커터를 이용한 선형절삭시험을 통해 구속압의 영향을 분석하였다. Chongqing 사암(sandstone) 시험편을 대상으로, 목재판과 유압 실린더를 이용하여 측면 구속압을 가한 조건에서 다양한 구속압과 압입깊이에 따른 절삭 특성을 평가하였다. 그 결과, 수직하중은 압입깊이가 증가함에 따라 증가하였으나 증가율은 점차 감소하였으며, 압입깊이 3 mm에서는 구속응력의 영향이 크지 않은 것으로 나타났다. 반면 회전하중(rolling force)은 압입깊이에 대해 거의 선형적으로 증가하는 경향을 보였다. Ma et al.(2016)은 화강암을 대상으로 선형절삭시험을 수행하여 구속응력이 TBM의 절삭 성능에 미치는 영향을 분석하였다. 동일한 압입깊이 및 커터 간격 조건에서 수직하중, 회전하중, 절삭계수 및 비에너지 변화를 평가한 결과, 구속응력이 증가할수록 수직하중은 증가하는 반면 회전하중은 감소하는 경향을 보였다. 또한 비에너지는 압입깊이 증가에 따라 감소하다가 최소값 이후 다시 증가하는 경향을 나타냈다.
그러나 픽 커터는 디스크커터와 절삭 작용 방식 및 암반 파쇄 메커니즘이 상이하여, 디스크커터를 대상으로 축적된 연구 결과를 픽 커터의 절삭 성능 평가에 직접 적용하는 데 한계가 있다. 특히 구속응력 조건에서 픽 커터의 절삭 거동, 절삭력 변화, 에너지 소모 및 파쇄 입도 특성을 종합적으로 규명한 연구는 충분하지 않다. 또한 국내에서 수행된 절삭시험 연구들은 주로 암석 물성 및 절삭 조건이 절삭력과 효율에 미치는 영향에 초점을 두고 수행되어 왔으며(Choi et al., 2014, Jeong and Jeon, 2018a, Jeong and Jeon, 2018b, Jeong et al., 2020, Chang et al., 2023), 구속응력 조건을 고려한 연구는 제한적으로 이루어진 실정이다. 따라서 실제 심부 조건에서 로드헤더의 절삭 성능을 합리적으로 평가하고 설계 인자를 도출하기 위한 실험적 근거가 부족한 상황이다.
이에 본 연구는 로드헤더의 주요 절삭 도구인 픽 커터를 대상으로, 구속응력 조건에서의 절삭 특성을 실험적으로 규명하는 데 목적이 있다. 구속응력 수준과 압입깊이에 따른 수직하중과 절삭하중, 하중비, 비에너지 및 파쇄 입도 분포를 정량적으로 분석하고, 구속응력이 파쇄 특성 및 균열 진전에 미치는 영향을 평가하였다. 본 연구 결과는 기계식 굴착 공법의 설계 및 운전조건 최적화를 위한 기초자료를 제공하며, 향후 심부 지하공간 개발을 위한 로드헤더의 적용성 평가와 성능 예측 모델 고도화에 활용될 수 있다.
2. 연구 방법
2.1 시험 장비 소개
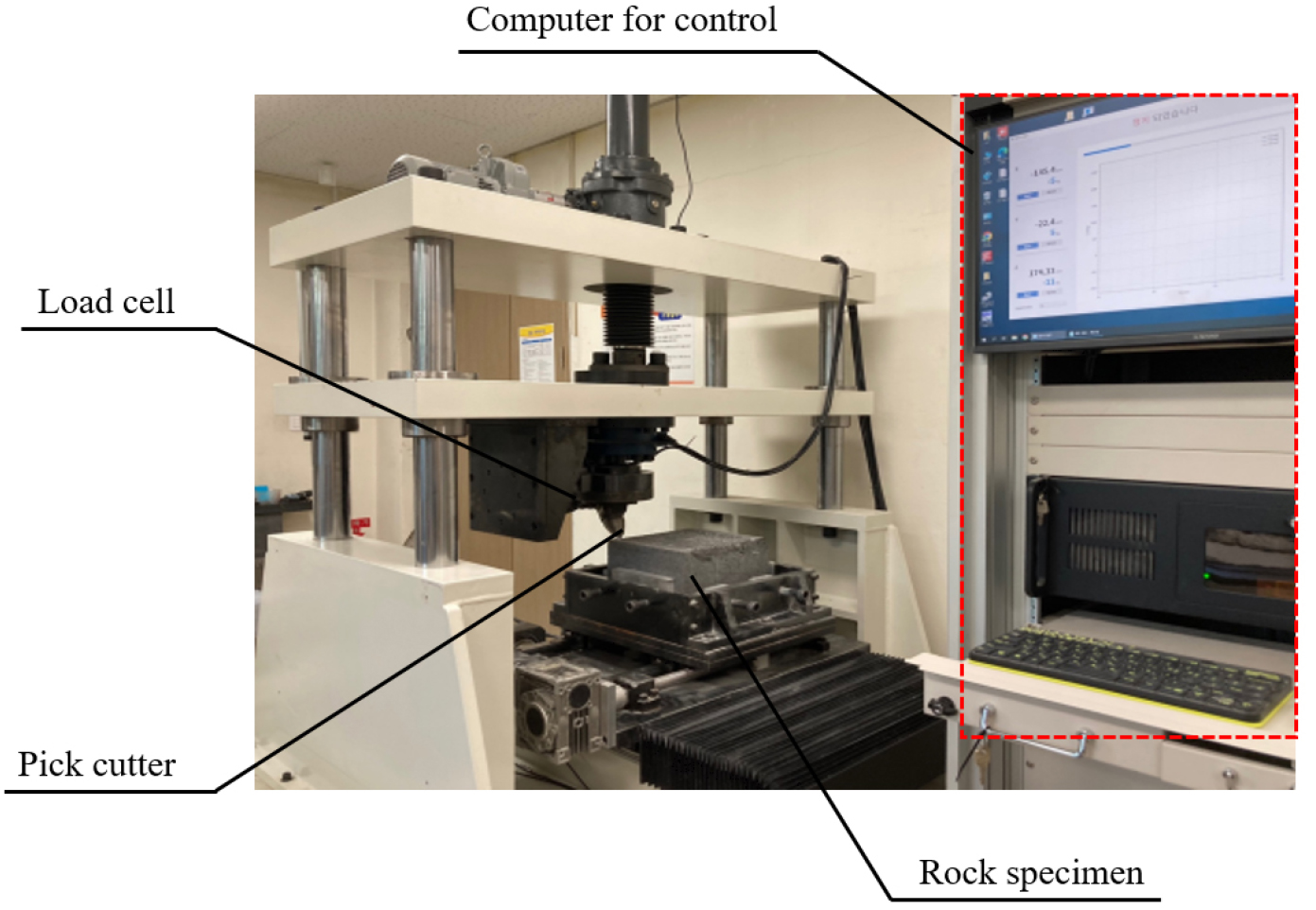
본 연구에서 사용한 선형절삭시험 장비는 실규모 장비를 축소한 형태로 제작되었으며, 최대 300 mm × 300 mm × 300 mm 크기의 시험편을 설치할 수 있다. 본 장비는 선형절삭시험에 필요한 충분한 강성을 확보하도록 설계되었고, 전기 모터 유닛을 통해 커터의 상하좌우 위치를 정밀하게 조절할 수 있다. 또한 3축 로드셀이 장착되어 있어 절삭 과정에서 발생하는 수직력(normal force, Fn), 절삭력(cutting force, Fc), 측력(side force, Fs)을 측정할 수 있으며, 측정 허용하중은 최대 200 kN(20 tonf)이다. 압입깊이, 절삭거리, 절삭간격 등의 시험 조건은 제어부에서 설정 가능하다. 절삭 시 커터는 설정된 절삭거리만큼 자동 이동하고, 절삭이 종료되면 수직 방향으로 이격된 후 시작점으로 복귀하여 설정된 절삭간격에 따라 다음 절삭을 자동으로 수행한다. 시험 중 픽 커터와 시험편의 위치 및 커터 작용력은 제어부에 실시간으로 표시 및 저장된다(Fig. 1).
2.2 선형절삭시험 시험체 및 절삭도구
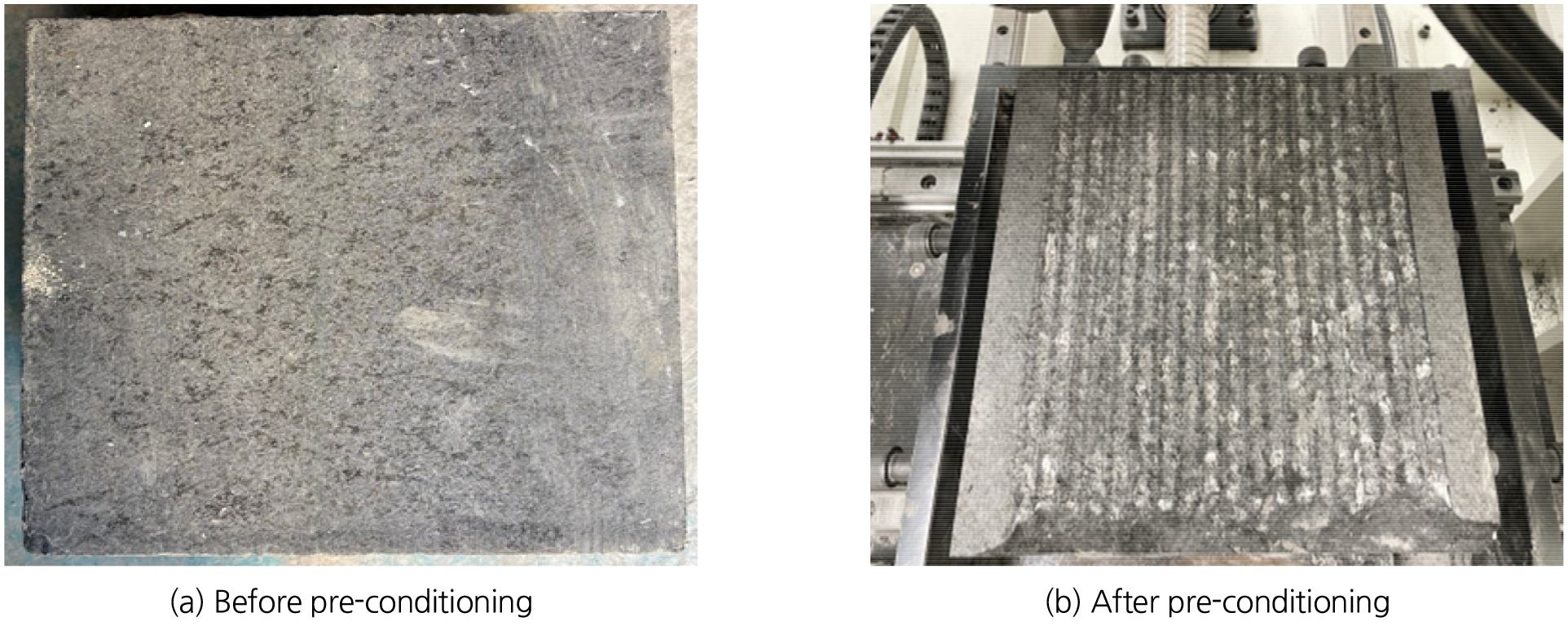
시험에 사용된 암석 시편은 마천 화강암(Macheon granite)으로, 300 mm × 300 mm × 200 mm 크기로 절단 및 가공하여 준비하였다. 마천 화강암의 기본 물성은 Table 1에 제시하였으며, 삼축압축강도의 경우 Yang et al.(2004)의 마천화강암 물성 시험 데이터를 참고하였다. 마천화강암의 물성시험 결과 일축압축강도(uniaxial compressive strength, UCS)는 138 MPa로 국내 경암 조건을 대표할 수 있는 강도를 가진다. 현장 굴착면은 반복 절삭과 장비 운전에 의해 일정 수준의 손상을 포함하므로, 본 연구에서는 이를 모사하기 위하여 절삭면에 사전 절삭(pre-conditioning)을 적용하였다. 사전 절삭은 압입깊이 2 mm, 절삭간격 10 mm 조건에서 수행하였으며, 이를 통해 절삭면에 균질한 초기 손상 상태를 부여하였다. Fig. 2는 마천 화강암 시편의 사전 절삭 전후 표면 상태를 보여준다.
Table 1.
Mechanical properties of Macheon granite
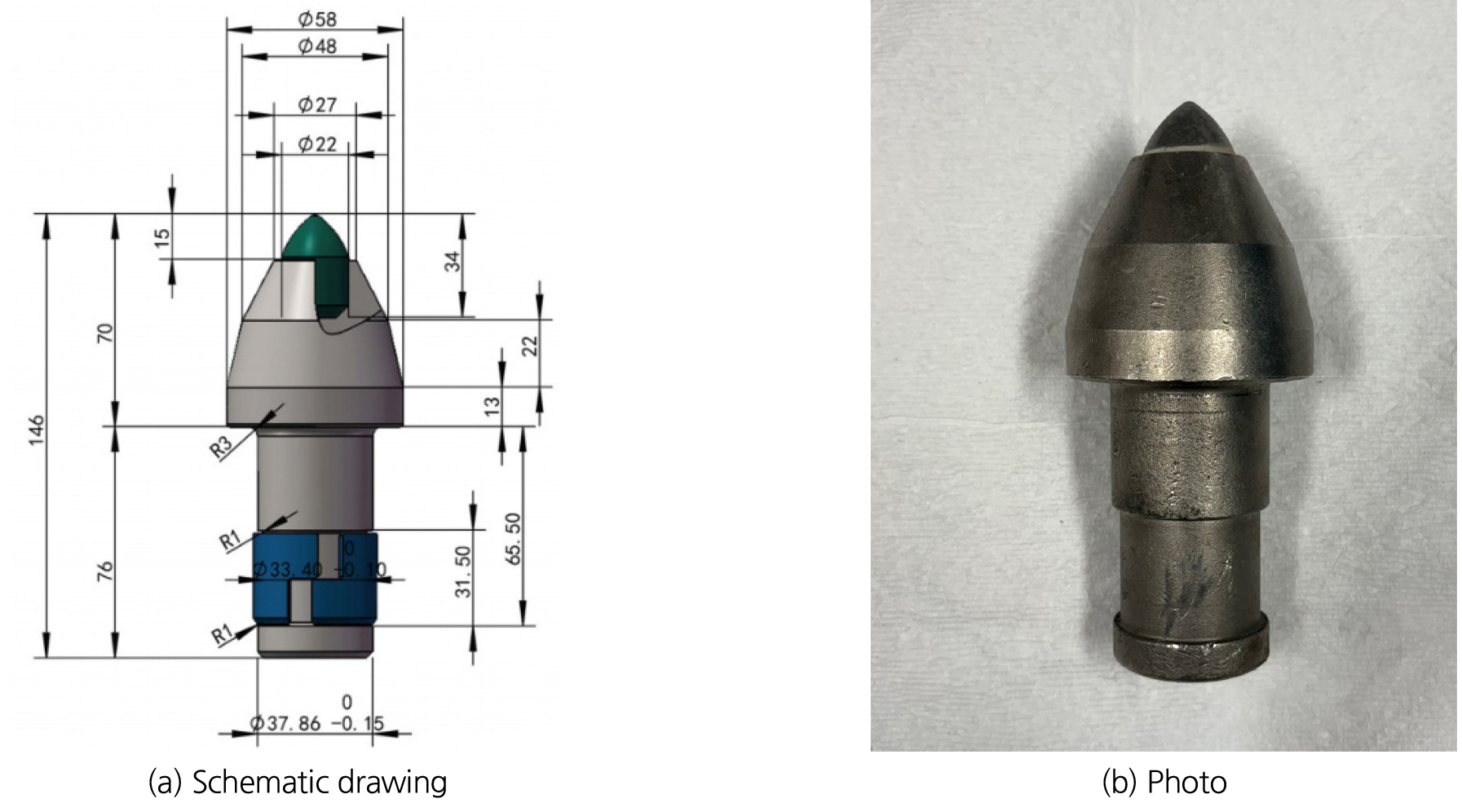
본 연구에서는 절삭도구로 SANDVIK사의 P7JU-38070-1962 모델 픽 커터를 사용하였다. 이 픽 커터는 경암 절삭에 적용되는 코니컬 타입의 픽 커터로, 형상은 Fig. 3에 제시하였다. Choi et al.(2014)은 경암 조건에서 attack angle을 약 55°로 설정하는 것이 절삭 효율 측면에서 유리하다고 보고하였으며, 이에 따라 본 연구에서도 attack angle은 55°로 고정하였다. 선행연구(Jeong et al., 2020)에서는 skew angle의 크기와 방향이 커터 작용력과 비에너지에 영향을 미치는 것으로 보고하였으며, 적정 범위를 0 to 15°로 제시한 바 있다. 본 연구에서는 skew angle의 영향 자체보다 구속응력 조건에 따른 절삭 거동 비교를 주요 목적으로 하였으므로, 선행연구와 현장에서의 실무 적용값을 고려하여 6°를 대표값으로 고정하였다. 또한 skew angle의 방향은 선행연구(Park et al., 2018, Jeong et al., 2020)의 정의에 따라 양의 방향으로 설정하였으며, 픽 커터 홀더를 장착 플레이트에 해당 각도로 용접하여 이를 구현하였다. 또한 시편 측면에 구속압을 가하기 위한 장치로는 UDT사의 유압식 쇼트램(ULS-1000N)을 사용하였다. 쇼트램의 최대 하중은 100 tonf, 최대 스트로크는 16 mm, 높이는 85 mm이다.
2.3 선형절삭시험 방법
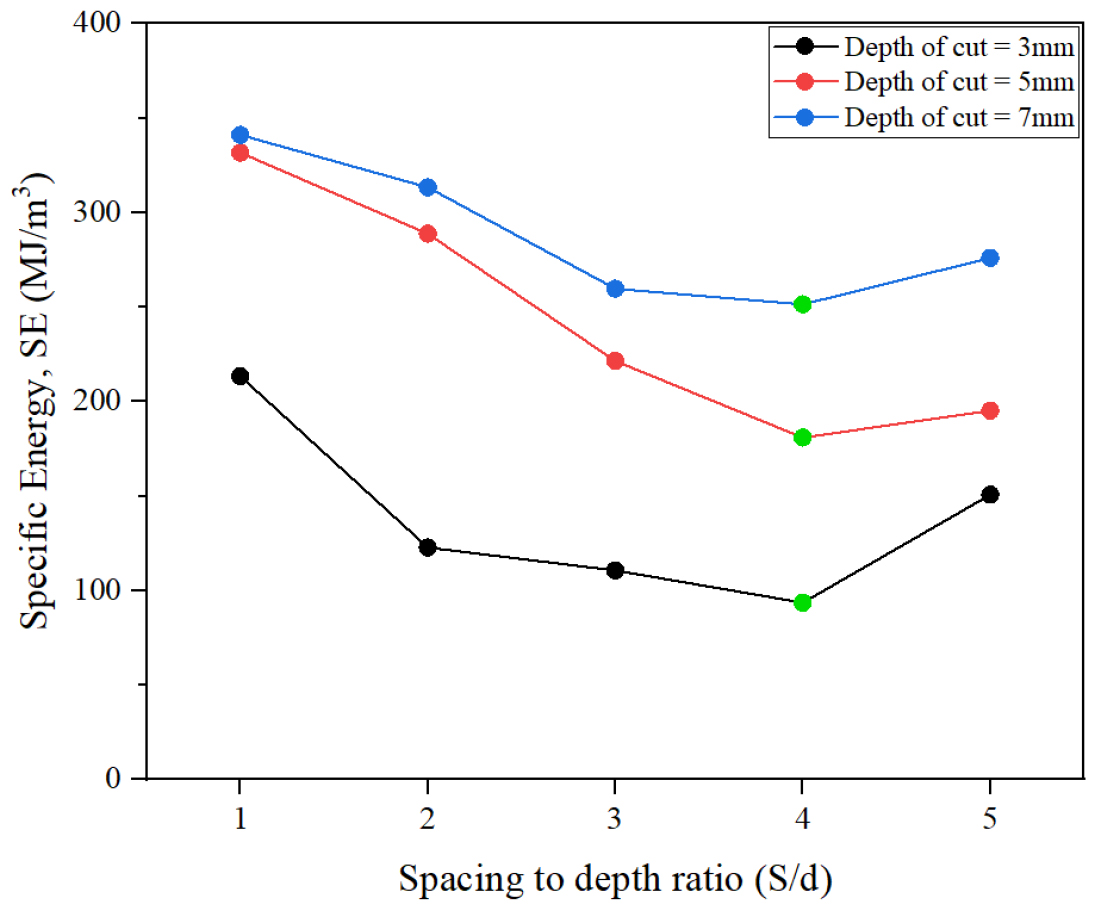
Table 2는 본 연구에서 수행된 선형절삭시험의 주요 실험 조건을 정리한 것이다. 절삭 간격(cut spacing, S)과 압입깊이(depth of cut, d)의 비(S/d)는 절삭효율에 큰 영향을 미치는 주요 변수로 알려져 있다. 본 연구에서는 S/d 비 변화가 절삭 성능에 미치는 영향을 평가하기 위하여 압입깊이를 3, 5, 7 mm의 세 수준, S/d = 1, 2, 3, 4, 5의 다섯 수준으로 설정하여 무구속 조건에서의 절삭시험을 수행하였다. 각 조건에서 절삭력과 절삭부피를 측정하여 절삭효율을 평가하였으며, 이를 통해 구속응력이 가해지는 조건에서의 대표 조건을 도출하고자 하였다.
Table 2.
The cutting conditions in the linear cutting tests
| Rock type |
Spacing to depth ratio (S/d) |
Depth of cut, d (mm) |
Confining stress (MPa) |
| Macheon Granite | 1, 2, 3, 4, 5 | 3, 5, 7 | 0 |
|
4 (Optimal spacing to depth ratio) | 3 | 0 | |
| 5 | |||
| 15 | |||
| 5 | 0 | ||
| 5 | |||
| 15 | |||
| 7 | 0 | ||
| 5 | |||
| 15 |
대표 조건을 도출한 후 구속응력이 가해진 상태에서의 절삭시험을 계획하였으며, 구속응력은 대심도 터널 조건을 고려하여 설정하였다. 암석의 단위중량을 27 kN/m³로 가정할 경우, 심도 500 m에서의 연직응력은 약 13.5 MPa 수준으로 산정된다. 일반적인 측압계수(K)를 고려하면 최대 또는 최소 수평응력 또한 이와 유사한 수준으로 형성되므로, 본 연구에서는 구속응력을 0(무구속 조건), 5, 15 MPa의 세 단계로 설정하여 고려하였다. 다만 본 연구는 초기 단계에서 구속응력의 영향을 기초적으로 검토하는 데 목적이 있으므로, 실제 지중응력 상태의 복잡성과 방향별 응력 차이를 모두 반영하기보다는 측압계수 K=1로 가정하여 연직응력과 수평응력을 동일하게 적용한 이축응력 조건으로 단순화하였다. 본 연구에서 적용한 구속응력은 마천 화강암의 일축압축강도(UCS = 138 MPa)에 비해 상대적으로 낮은 수준(UCS의 11%, 15 MPa 기준)으로, 구속응력 자체가 시편의 파괴를 유도하는 수준은 아니다. 따라서 본 연구의 구속응력은 절삭하중과 별개로 주된 파괴 원인으로 작용하기보다는, 절삭 과정에서 발생하는 균열의 개방과 전파, 칩 형성 및 파쇄 거동에 영향을 미치는 경계응력 조건으로 이해할 수 있다.
절삭 속도(cutting speed)는 선행연구(Sanio, 1985, Copur et al., 2017)에서 절삭 성능에 미치는 영향이 제한적인 것으로 보고된 바 있어, 본 연구에서는 1,000 mm/min으로 고정하였다. 모든 조건에서 총 5회의 절삭선을 생성시켰으며, 최외곽 절삭선은 인접 절삭선과의 상호작용이 부족하여 하중 변동성이 크게 나타날 수 있으므로 분석에서 제외하여 중앙부 3개 절삭선에서 산정한 결과를 대표값으로 사용하였다.
본 연구에서는 선형절삭시험기를 이용하여 구속압 조건에 따른 절삭하중 및 절삭효율 변화를 평가하기 위해, 선행연구(Pan et al., 2018)의 실험 개념을 참고하여 구속응력 재현 시스템을 구성하였다. 암석 시편을 거치·고정하는 측면부에 유압 램을 설치하고, 측면 구속압을 가하는 형태이다. Fig. 4는 본 연구에서 적용한 구속압 부여 장치의 구성과 설치 형태를 보여준다. 본 장치는 시편 측면에 유압 램(hydraulic ram)을 양측에 배치하여, 절삭 방향과 직교하는 방향으로 구속응력이 작용하도록 구성하였다. 유압 램은 외곽 지지 구조에 의해 고정된 상태에서 설정된 하중을 시편 측면으로 전달하며, 시험 동안 목표 구속압이 일정하게 유지되도록 제어된다.
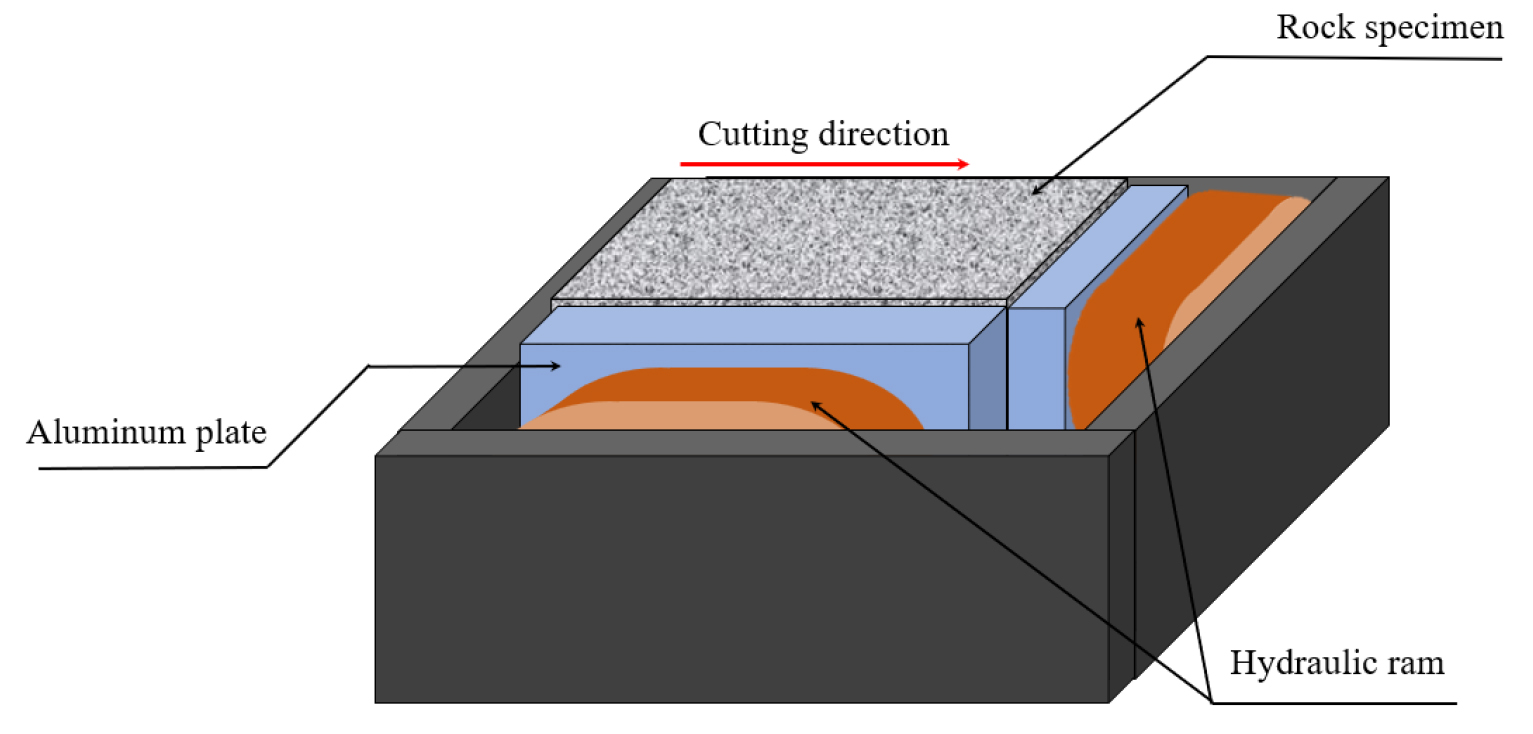
본 연구에서 구속응력은 시편 측면의 가압 면적을 기준으로 산정하였다. 시편의 측면 단면적은 300 mm × 200 mm로, 총 가압 면적은 60,000 mm2(= 0.06 m2)이다. 따라서 목표 구속응력에 대응하는 가압 하중은 측면 단면적을 곱해 산정할 수 있다. 이에 따라 구속응력 5 MPa와 15 MPa는 각각 약 300 kN 및 900 kN의 하중에 해당하며, 본 연구에서는 이 값을 기준으로 유압 램 하중을 설정하였다. 유압 램과 암석 시편 사이에는 알루미늄 판을 삽입하여 하중 전달 과정에서 발생할 수 있는 국부적인 응력 집중을 완화하고, 가해진 압력이 시편 측면에 보다 균일하게 분포되도록 하였다. 또한 좌우 측면에 동일한 조건으로 구속압을 적용함으로써, 구속응력 변화에 따른 절삭하중 및 절삭효율을 일관된 조건에서 비교·분석할 수 있도록 하였다. 다만, 본 시험에서의 구속압 조건은 실제 암반의 3차원 응력 상태를 완전히 재현한 것이 아니라, 측압 조건을 단순화하여 구현한 실험조건임을 고려할 필요가 있다. 이와 같은 실험 조건을 통해 구속응력이 암석의 절삭 거동 및 절삭 특성에 미치는 영향을 평가하였다.
2.4 비에너지 산정 방법
기계식 굴착에서 절삭 성능을 정량적으로 평가하기 위해서는 절삭하중뿐 아니라 절삭 과정에서 생성된 암석의 파쇄량을 함께 고려할 필요가 있다. 이에 본 연구에서는 구속응력 조건 변화에 따른 절삭 효율을 평가하기 위한 지표로 비에너지를 산정하였다. 비에너지는 단위 부피의 암석을 절삭하는 데 소요되는 에너지로, 터널링, 광산 개발 및 건설 분야에서 암석 절삭 공정의 효율성을 평가하는 대표적인 지표로 활용된다.
비에너지를 계산하기 위해서는 커터 작용력과 절삭된 암석의 부피 산정이 필요한데, 본 연구에서는 선형 절삭시험 후 발생한 파쇄 암편의 무게를 측정하고, 암편의 밀도를 이용하여 부피를 환산하는 무게측정법을 적용하였다. 이를 통해 산정된 비에너지는 식 (1)과 같이 표현되며, 여기서 SE는 비에너지(J/m3), Fc_mean는 평균절삭력(N), l은 절삭길이(m), Vcut은 절삭부피(m3)를 의미한다.
절삭길이는 각 절삭시험에서 저장된 로드셀 데이터를 기반으로 산정하였다. 이때 로드셀의 정밀도 이하(50 kgf)로 측정된 값은 0으로 처리하였다. 이는 센서 성능 이하의 잡음을 배제하고, 실제 절삭이 발생한 구간만을 반영하기 위함이다.
2.5 체거름 시험 방법
선형절삭시험 과정에서는 일정한 압입깊이 조건에서 암석이 절삭되며, 이때 다양한 크기의 암편(chip)이 생성된다. 본 연구에서는 구속압 변화에 따른 암석의 파쇄 메커니즘 차이를 평가하기 위하여 생성된 암편을 대상으로 체거름 시험을 수행하였다. 체거름 시험을 통해 암편을 입경별로 분류하고, 이를 바탕으로 입도분포곡선(particle size distribution curve, PSD curve)을 작성하였다. 작성된 입도분포곡선으로부터 균등계수(uniformity coefficient, Cu), 곡률계수(curvature coefficient, Cc), 거칢계수(coarseness index, CI)를 산정하여 파쇄 입도 특성을 정량적으로 평가하였다. 각 지표는 식 (2)~(4)를 이용하여 계산하였다.
식 (2)와 (3)에서 D10, D30, D60은 유효 입경(effective sizes)으로, 입도분포곡선에서 각각 통과 백분율 10%, 30%, 60%에 해당하는 입경을 의미하며, 식 (4)에서 Wi는 각 체에 잔류한 암편의 중량, Wt는 전체 암편의 총 중량, n은 체 구간의 수를 의미한다. 본 연구에서는 총 13개의 체를 사용하였으며, 각 체의 호칭 번호와 치수는 Table 3에 제시하였다.
3. 시험 결과
3.1 최적절삭조건 도출
Table 4는 무구속 조건에서 압입깊이와 S/d 변화에 따른 평균(Fc_mean, Fn_mean) 및 최대 절삭력(Fc_peak, Fn_peak)과 비에너지 값을 정리한 것이다. 시험 결과, 절삭력은 압입깊이와 절삭간격이 증가함에 따라 전반적으로 증가하는 경향을 보였다. 이는 선행연구(Bilgin et al., 2006, Jeong and Jeon, 2018b)에서 잘 보고된 것과 같이, 압입깊이 증가에 따라 절삭에 관여하는 암석 부피가 증가하고, 절삭간격 증가 시 인접 절삭 간 중첩 효과가 감소하여 각 절삭선이 담당하는 유효 절삭부피가 증가하기 때문으로 해석된다. Fig. 5는 S/d 변화에 따른 비에너지의 변화경향을 압입깊이 별로 도시한 것이다. 본 연구에서는 구속응력 변화에 따른 절삭하중 및 비에너지의 영향을 체계적으로 비교하기 위해, 무구속 조건에서 도출된 최적 절삭조건을 기준 조건으로 설정하였다. 압입깊이 3 mm, 5 mm, 7 mm에 대해 S/d 변화에 따른 비에너지를 분석한 결과, S/d = 4에서 모두 최소값이 나타났다. 이에 따라 이후 구속응력 조건 시험은 S/d = 4로 고정하여 수행하였다.
Table 4.
The Result of cutter forces under different cutting conditions for Macheon granite
3.2 절삭하중
Table 5는 구속응력 0, 5, 15 MPa 조건에서 압입깊이 3, 5, 7 mm에 대해 수행한 선형절삭시험 결과를 나타낸 것이며, 평균 및 최대 수직하중과 절삭하중의 변화는 Fig. 6에 도시하였다. 시험 결과, 모든 압입깊이 조건에서 구속응력이 증가함에 따라 평균 및 최대 수직하중과 절삭하중은 전반적으로 증가하는 경향을 보였다. 특히 압입깊이 3 mm 조건에서는 평균 수직하중이 6.36 kN(0 MPa)에서 12.66 kN(15 MPa)으로, 평균 절삭하중이 3.26 kN(0 MPa)에서 8.18 kN(15 MPa)으로 증가하여 구속응력의 영향이 뚜렷하게 나타났다. 압입깊이 5 mm와 7 mm 조건에서도 유사한 경향이 확인되었으며, 최대 수직하중과 최대 절삭하중 또한 구속응력의 증가에 따라 전반적으로 증가하였다.
Table 5.
Result of LCM test under confining stress conditions
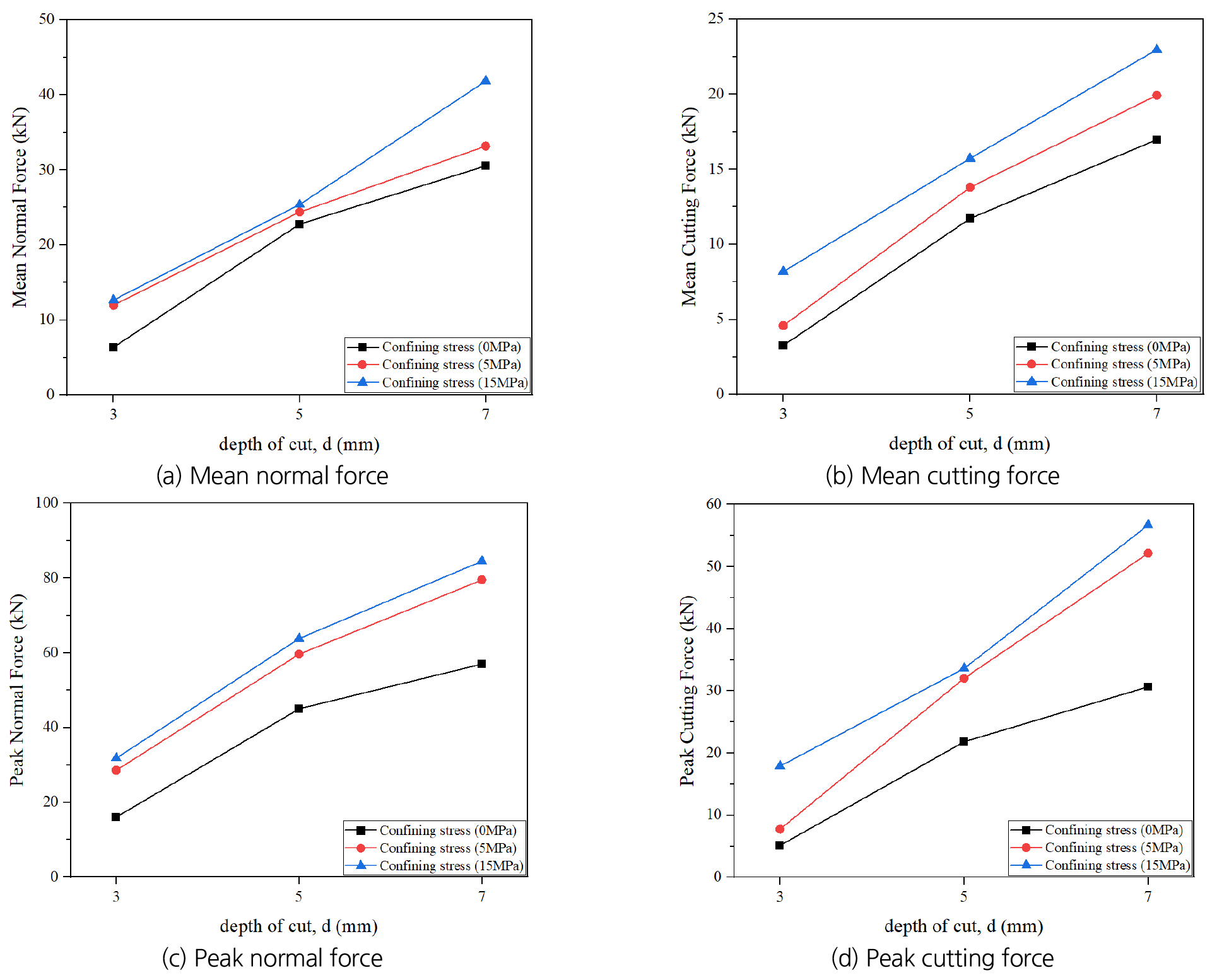
한편, 일부 조건에서는 구속응력이 0 MPa에서 5 MPa로 증가할 때보다 5 MPa에서 15 MPa로 증가할 때 하중 증가폭이 다소 완만해지는 경향이 관찰되었으며, 특히 최대 수직하중에서 이러한 경향이 비교적 뚜렷하게 나타났다. 이는 일정 수준 이상의 구속응력 조건에서는 균열 개방 및 전파에 대한 억제 효과 증가가 점차 완만해짐을 의미하는데, 이미 균열 거동이 상당 부분 억제된 상태에서는 추가적인 구속응력 증가에 따른 영향이 상대적으로 작아지기 때문으로 해석된다. 다만 각 조건별 시험 횟수가 제한적이므로 이를 일반적인 거동으로 해석하기에는 한계가 있으며, 최대 하중은 순간값이라는 특성상 시편의 불균질성 및 국부 파괴의 영향이 반영되었을 가능성도 있다. 따라서 이에 대한 명확한 규명을 위해서는 추가적인 반복시험이 필요할 것이다.
또한 동일한 구속응력 조건에서 압입깊이가 증가할수록 평균 및 최대 수직하중과 절삭하중이 모두 증가하는 경향을 보였다. 특히 구속응력이 높을수록 이러한 증가 폭이 더욱 커지는 것으로 나타났다. 이는 구속응력이 암석의 측면 변형과 균열 개방을 억제하여 절삭 과정에서 더 큰 저항을 유발하기 때문으로 해석된다. 종합하면, 구속응력의 증가는 암석의 측면 파괴와 균열 전파를 제한함으로써 절삭 과정에서 더 큰 하중을 요구하게 하며, 이러한 효과는 압입깊이가 증가할수록 더욱 두드러지게 나타나는 것으로 판단된다.
3.3 비에너지
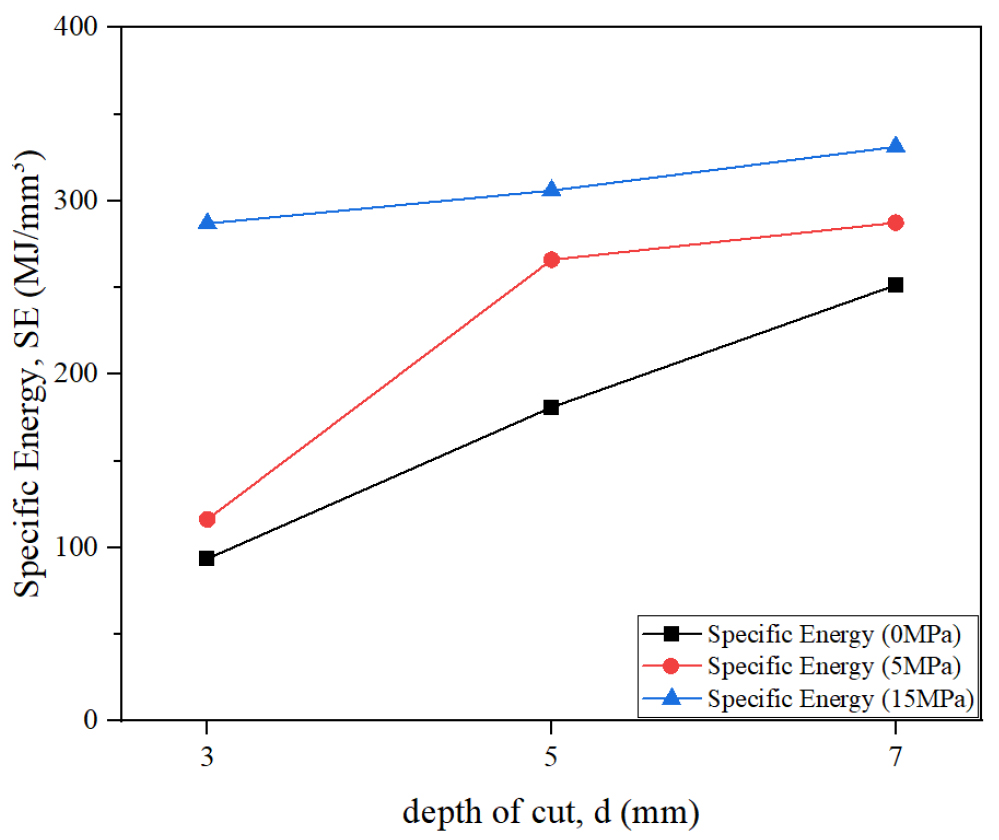
Table 6과 Fig. 7은 구속응력 및 압입깊이에 따른 비에너지의 산정 결과를 나타낸다. 시험결과, 모든 구속응력 조건에서 압입깊이가 증가함에 따라 전반적으로 비에너지는 증가하는 경향을 보였으며, 최소값은 공통적으로 압입깊이 3 mm에서 나타났다. 압입깊이가 5 mm 및 7 mm로 증가할수록 비에너지는 구속압 수준과 관계없이 지속적으로 증가하였다. 이는 압입깊이 증가에 따라 단위부피의 암석을 절삭하는 데 요구되는 에너지 수준이 증가하고, 결과적으로 절삭효율이 저하되기 때문으로 해석된다. 본 연구에서 사용한 암석의 강도가 경암에 해당하는 것을 고려하면 이는 합리적인 결과로 판단된다. 또한 동일한 압입깊이 조건에서 구속응력이 증가할수록 비에너지 값이 증가하는 경향이 확인되었다. 이러한 결과는 구속응력이 작용할 경우 암석 내부에서 발생한 균열이 자유롭게 개방·전파되지 못하고, 절삭 과정에서 형성되는 파괴 영역이 제한되기 때문으로 보인다. 즉, 무구속 조건에서는 상대적으로 적은 에너지로도 균열이 확장되면서 암편이 분리될 수 있는 반면, 구속응력 조건에서는 암편의 분리와 칩 형성이 보다 어려워져 동일한 부피의 암석을 제거하는 데 더 많은 에너지가 요구된다. 따라서 구속응력의 증가는 단순한 절삭하중의 증가뿐 아니라, 단위 부피당 에너지 소비를 증가시켜 전반적인 절삭 효율을 저하시키는 요인으로 작용하는 것으로 판단된다.
Table 6.
Result of specific energy value under different confining stresses and depth of cuts
3.4 체거름 시험 결과
Table 7은 구속응력(0, 5, 15 MPa)을 가한 상태에서 선형절삭시험 수행 후 발생한 칩에 대해, 압입깊이(3, 5, 7 mm)별로 측정한 누적 통과율을 나타낸다. 이를 바탕으로 작성된 입도분포곡선(Fig. 8)과 절삭 후에 수집된 칩의 형상(Fig. 9)을 보면, 모든 조건에서 입경 증가에 따라 누적 통과율이 증가하는 전형적인 입도분포곡선 형태를 나타냈다.
Table 7.
Summary of sieve-analysis of rock chips produced under different confining stresses
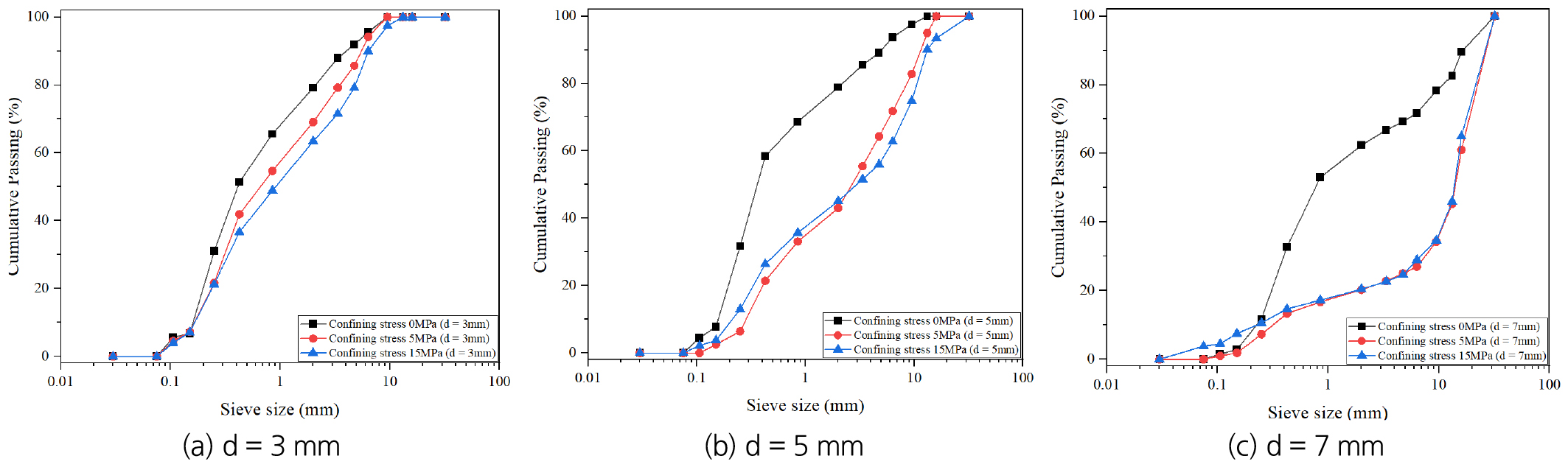
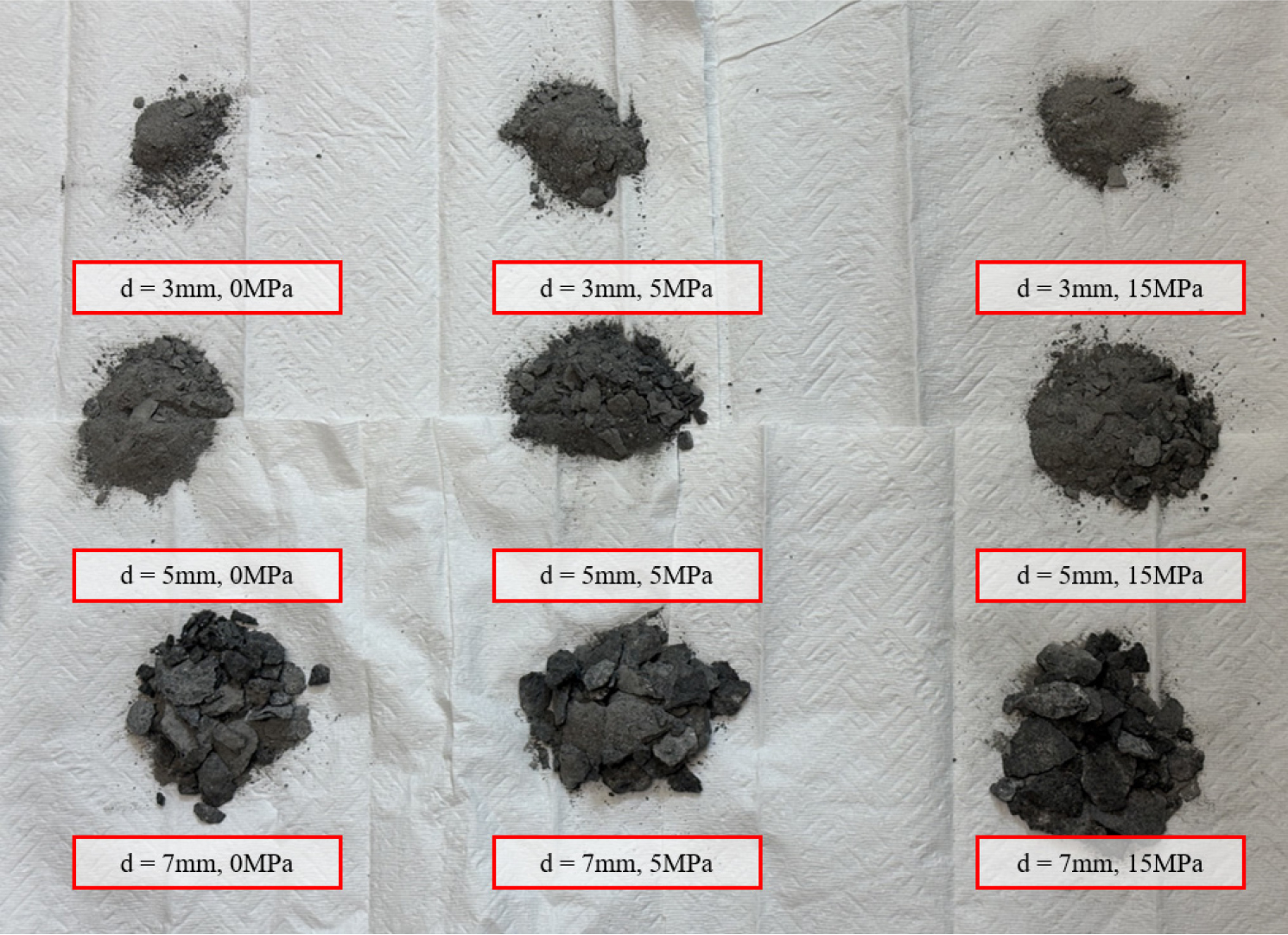
압입깊이 3 mm 조건에서는 전반적인 입도곡선의 형상은 유사하였으나, 구속압이 증가할수록 입도곡선이 우측으로 이동하는 경향이 나타났다. 이는 구속응력 증가에 따라 상대적으로 큰 입경의 칩 비율이 증가하였음을 의미한다. 압입깊이 5 mm 및 7 mm 조건에서도 0 MPa 조건과 비교할 때 입도곡선이 전반적으로 우측으로 이동하는 경향이 확인되었으며, 특히 압입깊이가 증가할수록 이러한 경향이 더욱 뚜렷하게 나타났다. 다만 5 MPa과 15 MPa 조건 간의 차이는 상대적으로 크지 않아, 일정 수준 이상의 구속응력에서는 입도 분포 변화가 포화되는 경향을 나타내었다.
이러한 결과는 앞서 설명한 바와 같이, 구속응력이 절삭 과정에서 발생하는 균열의 개방과 전파를 억제하여 파괴 메커니즘을 변화시키기 때문으로 해석된다. 무구속 조건에서는 균열이 취약한 방향으로 쉽게 전파 및 확장되며 비교적 미세한 파쇄가 우세하게 발생하는 반면, 구속응력이 작용할 경우 균열의 성장과 연결이 제한되어 절삭 시 상대적으로 큰 칩 형태의 파괴가 우세하게 나타난다. 또한 이러한 입도 특성 변화는 앞서 비에너지 결과와도 밀접하게 연관된다. 구속응력 조건에서 크기가 큰 칩의 비율이 증가함에도 불구하고 비에너지가 증가하는 것은, 칩의 생성 자체가 용이해졌기 때문이 아니라 균열 전파가 제한된 상태에서 더 많은 에너지를 축적한 후 파괴가 발생하기 때문으로 해석할 수 있다. 즉, 구속응력은 절삭 암편의 입도분포 특성 뿐만 아니라 절삭 과정에서 발생하는 에너지 소비 특성에도 동시에 영향을 미치는 주요 인자로 작용할 수 있다는 것을 의미한다.
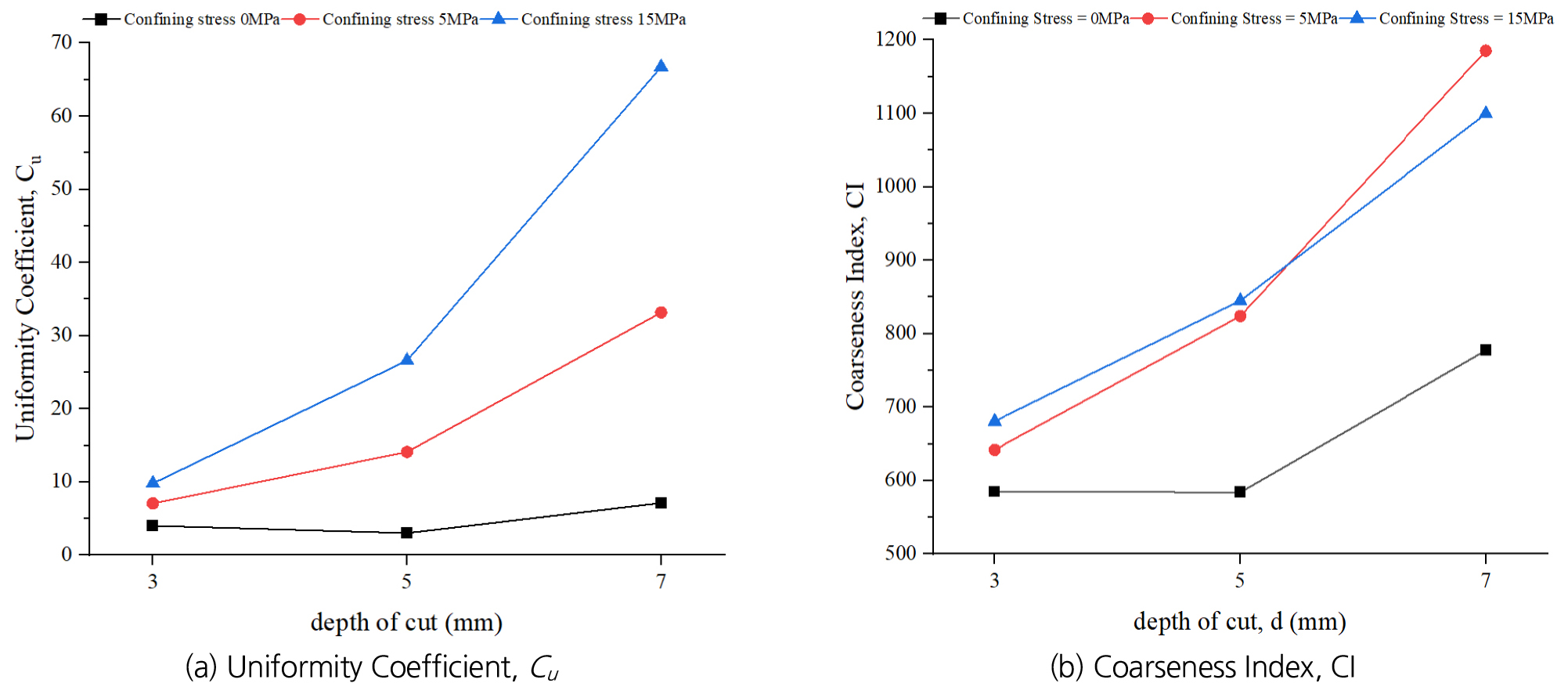
반면, Table 8과 Fig. 10은 구속응력(0, 5, 15 MPa) 및 압입깊이(3, 5, 7 mm)에 따른 균등계수(Cu), 곡률계수(Cc), 그리고 Coarseness Index(CI)의 변화를 나타낸다. 균등계수(Cu)는 전반적으로 압입깊이와 구속응력이 증가함에 따라 증가하는 경향을 보였다. 특히 5 MPa 및 15 MPa 조건에서는 압입깊이 증가에 따라 Cu가 뚜렷하게 증가하였으며, 15 MPa 조건에서 그 증가 폭이 가장 크게 나타났다. 반면 0 MPa 조건에서는 Cu 값이 상대적으로 낮고 변화 폭 또한 제한적으로 나타났다. 이는 구속응력이 증가할수록 입도분포곡선이 우측으로 이동하면서 동시에 입도 범위가 확대되고, 조립 입자와 미립분이 함께 존재하는 보다 넓은 입도 분포가 형성됨을 의미한다.
Table 8.
The Results of Uniformity Coefficient(Cu) and Curvature Coefficient(Cc) for confining conditions
곡률계수(Cc)의 경우 전반적인 경향성을 명확히 파악하기는 어려웠으나, 5 MPa 및 15 MPa의 7 mm 조건에서 매우 큰 값이 얻어졌다. 이는 입도곡선이 특정 입경 구간에서 급격한 변화를 보이는 비연속적인 형태를 나타내기 때문으로 판단된다. 즉, 중간 입경 영역의 입자가 상대적으로 부족하고 조립 입자가 우세한 분포가 형성됨에 따라 Cc 값이 크게 산정된 것이다. 따라서 이러한 조건에서의 Cc 값은 입도 분포의 연속성을 평가하는 지표라기보다는, 절삭 과정에서 형성된 불균질한 입도 분포 특성을 반영하는 보조적 지표로 이해할 필요가 있으며, 입도분포가 해당 결과와 같이 불연속적이거나 특정 입경 구간에 편중된 경우에는 해석의 일관성이 저하될 수 있음을 의미한다.
한편, CI (Coarseness Index)는 압입깊이 및 구속응력이 증가함에 따라 전반적으로 증가하는 경향을 보였다. 이는 구속응력 조건에서 상대적으로 큰 칩의 생성 비율이 증가하는 앞선 입도분포 분석 결과와 일치하며, 절삭 암편의 크기가 커지는 경향을 정량적으로 잘 반영하는 지표로 구속응력에 의한 효과를 해석하는 데 CI가 가장 안정적인 보조지표로 활용될 수 있는 것으로 판단된다.
4. 토 의
Bilgin et al.(2006)은 총 22개의 암석에 대한 선형절삭시험을 수행하여 암석의 다양한 역학적 물성과 픽 커터의 절삭력 간의 상관관계를 분석한 바 있다. 절삭 조건과 함께 제시한 경험식과 이론식을 활용하면 절삭 성능 예측에 유용하게 적용될 수 있다고 보고하였으며, 픽 커터의 절삭하중과 가장 높은 상관관계를 보인 암석 물성으로는 일축압축강도(UCS)를 제시하였다. Bilgin et al.(2006)이 제안한 절삭력 및 수직력 예측식은 압입깊이에 따른 절삭력 및 수직력의 선형증가를 가정하였을 때, 식 (5) 및 식 (6)과 같이 쓸 수 있다.
여기서 Fc_mean, Fn_mean은 각각 평균절삭력과 평균수직력(kgf), d는 압입깊이(mm), 는 일축압축강도(MPa)이다.
본 연구에서는 구속응력 조건에서의 절삭하중 증가를 기존 경험식으로 평가하기 위하여, 마천 화강암의 구속응력 조건별 강도값을 Bilgin et al.(2006)의 경험식에 대입하여 절삭하중을 산정하였다. 즉, 구속응력이 작용할 경우 암석 강도가 증가한다는 점에 착안하여, 무구속 조건에서는 일축압축강도를, 구속응력 조건에서는 해당 구속압에 대응하는 삼축압축강도를 적용함으로써 절삭하중의 증가량을 예측하고자 하였다. 이를 통해 구속응력에 따른 절삭하중 증가가 단순한 강도 증가만으로 설명 가능한지, 또는 절삭 과정에서의 추가적인 파쇄 메커니즘 변화가 함께 고려되어야 하는지를 검토하였다.
식 (7)은 동일한 압입깊이 조건에서 구속응력에 따른 하중 증가 정도를 정량적으로 비교하기 위한 구속응력 영향계수(confining stress influence factor, CIF)로 정의하였다. 여기서 아래첨자 c와 n은 각각 절삭하중(cutting force)과 수직하중(normal force)을 의미하며, 는 구속응력 조건에서의 절삭하중 또는 수직하중, 는 동일한 압입깊이에서의 무구속 조건(0 MPa)에서 측정된 절삭하중 또는 수직하중을 의미한다. 본 연구에서는 실험값과 이론식으로부터 산정한 값에 대하여 동일한 방식으로 CIF를 계산하여 비교하였다. 따라서 CIF는 구속응력에 의해 절삭저항 또는 수직저항이 무구속 조건 대비 얼마나 증가하였는지를 상대적인 비율로 나타내는 지표이다.
Table 9와 Fig. 11은 구속응력 및 압입깊이 조건에 따른 실험 절삭하중과 Bilgin et al.(2006)의 경험식으로부터 산정한 예측 절삭하중을 비교하고, 이를 바탕으로 동일한 기준에서 산정한 구속응력 영향계수(CIF)의 변화를 나타낸 것이다. 여기서 실험값과 예측값 모두 각 압입깊이에서 0 MPa 조건의 하중을 기준값으로 하여 CIF를 계산하였다.
Table 9.
Comparison of experimental and predicted cutting forces and CIF under different confining stresses and depths of cut
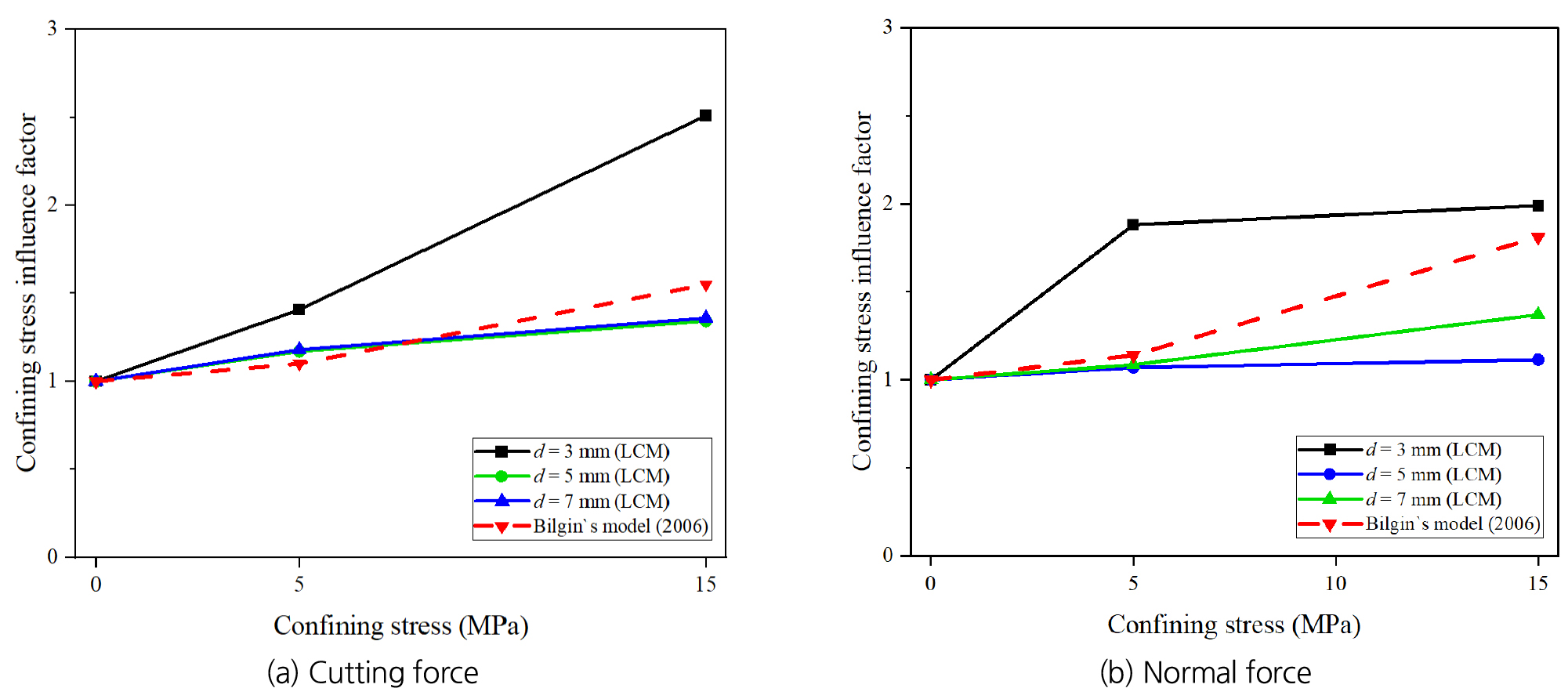
Fig. 11(a)에 나타난 절삭하중 기준의 CIFcutting을 보면, 압입깊이 3 mm 조건에서 구속응력 증가에 따른 증가율이 가장 크게 나타났으며, 특히 15 MPa에서 실험값이 예측값보다 크게 증가하는 경향을 보였다. 반면 5 mm 및 7 mm 조건에서는 구속응력 증가에 따른 CIF 증가 경향이 전반적으로 유사하게 나타났으나, 일부 조건에서는 예측값이 실험값보다 크게 평가되는 경우도 확인되었다. Fig. 11(b)의 수직하중 기준 CIFnormal에서도 유사한 경향이 나타났으며, 압입깊이 3 mm에서는 실험값의 증가율이 상대적으로 크게 나타난 반면, 5 mm 및 7 mm 조건에서는 예측값이 실험값보다 더 크게 나타났다. 이러한 결과는 Table 9에서 확인된 바와 같이, 구속응력에 따른 하중 증가가 삼축압축강도의 증가를 반영한 기존 경험식으로 1차적으로 설명될 수는 있으나, 그 영향 정도는 압입깊이에 따라 달라짐을 의미한다. 특히 얕은 압입깊이에서는 구속응력이 균열 개방을 억제하고 칩 형성을 지연시키는 효과가 상대적으로 크게 작용하여 실험값이 더 크게 나타나는 반면, 압입깊이가 증가할수록 커터의 압입 및 절삭에 의해 유도되는 국부 응력 수준이 증가하여 해당 응력장이 균열 개방 및 칩 형성에 보다 지배적인 영향을 미친다. 이에 따라 구속응력의 상대적 영향은 얕은 압입깊이에 비해 감소하는 것으로 나타나며, 결과적으로 기존 경험식과 유사한 수준으로 수렴하는 것으로 판단된다.
5. 결 론
본 연구에서는 구속응력 조건을 고려한 선형절삭시험을 수행하여 로드헤더 픽 커터의 절삭하중 특성을 분석하고, 절삭 과정에서 생성된 칩에 대한 체거름 시험을 통해 입도 분포 특성을 평가하였다.
절삭하중 분석 결과, 모든 구속응력 조건에서 압입깊이가 증가함에 따라 평균 및 최대 절삭하중과 수직하중이 증가하는 경향을 보였으며, 구속응력이 증가할수록 하중 증가율 또한 커지는 것으로 나타났다. 특히 구속응력은 암석의 측면 변형과 균열 개방을 억제하여 절삭 과정에서의 저항을 증가시키는 주요 인자로 작용하였다. 비에너지 분석 결과, 압입깊이 및 구속응력이 증가함에 따라 비에너지가 증가하는 경향이 나타났으며, 이는 구속응력 조건에서 단위 부피당 암석 제거에 요구되는 에너지가 증가하고 절삭 효율이 저하됨을 의미한다. 이러한 결과는 구속응력이 균열 전파를 억제하고 칩 형성을 제한함으로써 절삭 과정의 에너지 소비 특성을 변화시키기 때문으로 해석된다. 체거름 시험 결과, 구속응력이 증가함에 따라 입도분포곡선이 전반적으로 우측으로 이동하며 조립 입자의 비율이 증가하는 경향이 나타났다. 또한 균등계수(Cu)와 거칢계수(CI)는 압입깊이 및 구속응력 증가에 따라 증가하는 경향을 보여 입도 분포의 확장과 조립화가 동시에 발생함을 확인하였다. 반면 곡률계수(Cc)는 특정 조건에서 비정상적인 값을 나타내며, 구속응력 조건에서 형성되는 비연속적 입도 분포 특성을 반영하는 지표로 나타났다.
한편, 구속응력 영향계수(CIF)를 이용한 비교 결과, 절삭하중 증가 양상은 압입깊이에 따라 상이하게 나타났다. 압입깊이 3 mm 조건에서는 실험값이 기존 경험식으로부터 산정된 예측값보다 크게 나타난 반면, 5 mm 및 7 mm 조건에서는 예측값이 실험값보다 더 크게 나타났다. 이는 구속응력에 따른 절삭하중 증가가 단순히 삼축압축강도의 증가로 환산되는 강도 효과만으로는 일관되게 설명되지 않음을 의미한다. 따라서 구속응력 조건에서의 절삭거동은 강도 증가 효과와 함께 균열 전파 억제, 칩 형성 방식 변화와 같은 파쇄 메커니즘 변화가 복합적으로 작용한 결과로 해석할 수 있다. 특히 얕은 압입깊이에서는 이러한 구속효과가 더욱 크게 나타나는 반면, 압입깊이가 증가할수록 기존 경험식 기반의 예측과 유사한 경향으로 수렴하는 것으로 나타났다. 결론적으로, 본 연구는 구속응력 조건에서의 절삭하중 증가를 평가함에 있어 단순한 강도 기반 접근의 한계를 제시하고, 압입깊이 및 파쇄 메커니즘 변화를 함께 고려할 필요성을 확인하였다. 이러한 결과는 향후 구속응력 효과를 반영한 절삭하중 예측 모델 개발과 로드헤더 성능 평가의 고도화를 위한 기초 자료로 활용될 수 있을 것으로 판단된다. 다만, 본 연구는 측압계수 K = 1의 비교적 단순한 이축응력 조건을 대상으로 수행된 초기 연구로서, 구속응력이 절삭 거동에 미치는 기본적 영향을 확인하는 데 의의가 있다. 향후에는 보다 다양한 측압계수와 응력 조건을 반영한 연구를 통해 실제 지중응력 상태에 대한 적용성을 확대할 필요가 있다.
