

1. 서 론
2. 실험 방법
2.1 암석시료
2.2 거칠기 측정 장비
2.3 절리면 3차원 형상 획득 과정
3. 절리면 거칠기 측정 결과
3.1 절리면 3차원 모델링 결과
3.2 1차원 거칠기 측정 결과
3.3 거칠기 파라미터 평가 결과
3.4 단계적 마모된 거칠기 측정과 Z2 비교 결과
4. 결 론
1. 서 론
암반 절리면의 거칠기는 불연속면의 파괴 및 변형 거동, 암반의 전단강도 등에 주요한 영향을 미치며, 암반 구조물의 역학적 안정성을 지배하는 중요한 인자로 고려된다. 이에 따라 암반 절리면 거칠기가 공학적 안정성에 미치는 영향을 규명하기 위한 연구가 국내외로 활발히 진행되어 왔으며(Cho and Lee, 2013), 현재에도 암반 절리면의 거칠기는 암반공학 분야에서 중요한 주제로 인식되고 있다(Lee and Jeon, 2017, An and Yang, 2022). 암반 절리면 거칠기를 측정하기 위하여 Barton(1973)이 제안한 절리면 거칠기계수(Joint Roughness Coefficient, JRC)가 일반적으로 널리 사용되고 있다. 이 방법은 절리면에서 일차원적인 선을 따라 측정된 단면의 형상을 10개의 표준 거칠기 단면과 비교하여 산정하는 과정에서 연구자의 주관이 개입될 수 있으며, 이에 따라 연구자 간 JRC 값 산정에 차이를 보이는 문제를 안고 있다. 이러한 주관적 오차를 줄이고자 레이저스캐너(Jermy, 1995), 디지털 프로파일 게이지(Brown and Scholz, 1985), 디지털 사진기(Seo and Um, 2012) 등의 기기를 활용하여 통계적 거칠기 파라미터( 파라미터), 프랙털 파라미터 등을 산정하는 절리면 거칠기의 정량화를 시도하고 있다(Tse and Cruden, 1979, Carr and Warriner, 1989, Park and Kwon, 2000). 특히 레이저스캐너는 고해상도로 암석표면을 비교적 정밀하게 형상화할 수 있는 것으로 인식되고 있으나, 실내실험실에서만 사용 가능하다는 점과 고가의 장비라는 점으로 인해 많은 연구자들이 이용하기에는 한계가 있다. 본 연구는 이러한 한계점을 극복하기 위하여 휴대용 3D 스캐너의 적용 가능성을 레이저스캐너와 비교하여 고찰하였다. 이를 위해 두 장비를 이용하여 암반 절리면의 거칠기를 측정하고, 3차원 모델링을 수행하였다. 또한 추출된 3D 모델을 통해 산정된 통계적 거칠기 파라미터를 비교 분석한 결과를 제시하였다.
2. 실험 방법
2.1 암석시료
본 연구에서 사용한 암석시편은 인장균열에 의해 형성된 불연속면을 포함한 황등화강암이며, 시험편 2개(S1, S2)를 준비하였다. 불연속면을 획득하기 위해 가로×세로×높이가 130 × 120 × 150 mm인 직사각형 블록의 상하부면에 쐐기를 압입시켜 인장균열면을 생성하였다. Fig. 1은 연구에서 사용한 시험체 S1, S2를 보여준다. 반으로 절단된 두개의 시험편(S1, S2)의 하부 시험편(SL1, SL2)을 실험에 사용 하였다. 거칠기 프로파일러를 통해 측정한 JRC는 10~12이다.

2.2 거칠기 측정 장비
본 연구에서는 암반 절리면의 거칠기를 정량적으로 측정하기 위해 휴대용 3D 스캐너와 레이저스캐너를 사용하였다. Fig. 2에는 연구에 사용된 두 장비의 사진이 제시되어 있다. 두 장비의 주요 사양은 Table 1에 기술된 것과 같다. 휴대용 3D 스캐너는 미국의 REVOPOINT사의 POP2-3D scanner 모델이며, 쌍안경과 미세구조광의 원리를 적용한 듀얼 카메라 적외선 구조광 기술을 기반으로 하고 있다. 측정 거리는 최소 150 mm에서 최대 400 mm까지이며, 측정 속도는 최대 10fps, 단일 캡쳐 정확도는 0.05 mm로 정밀한 측정이 가능하다. 무게는 195 g, 부속품은 Carrying Case, Phone Holder, 2-in-1 Mobile Cable 등 7개의 부속품이 함께 주어지며 약 100만원정도의 가격대를 형성하고 있다. 또한, 불연속면의 거칠기를 계산하기 위한 측정 대상의 포인트 클라우드 데이터(Point cloud data)는 최소 0.1 mm크기로 취득이 가능하다. 반면 레이저스캐너는 In-position Technology사의 Gocator 2530제품을 기반으로 제작되었으며, 측정 거리는 최소 144 mm에서 최대 300 mm까지 가능하다. 측정 속도는 최대 10,000 fps, 단일 캡쳐 정확도는 0.005 mm로 정밀한 측정이 가능하고 총 3기의 센서를 장착하여 최대 300 mm너비의 시료까지 측정이 가능하다. 무게는 15kg이며, 기기의 가격은 측정성능에 따라 다르지만 보통 수천만원의 가격대를 형성하고 있다. 여기서 측정 속도란 초당 스캐닝 프레임 속도를 의미하며 단일 캡쳐 정확도는 단 한번의 캡처로 측정할 수 있는 정확도의 수준을 의미한다. 본 연구에서 사용한 휴대용 3D 스캐너는 조명, 표면 색상, 측정 각도 등 측정 환경의 영향에 따라 정확도가 다를 수 있으며, 실외 스캐닝 시 강한 빛의 간섭을 피하기 위한 커버를 필요로 한다.
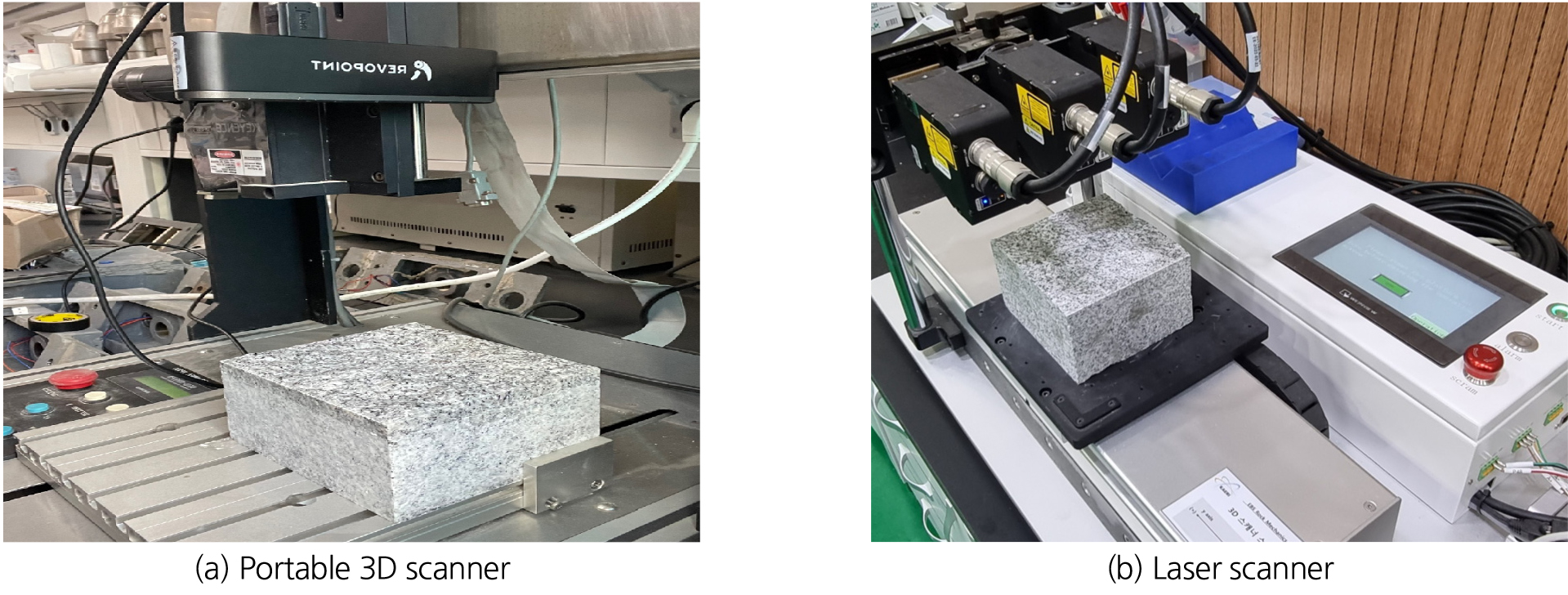
Table 1.
Specification of 3D scanners used in this study
2.3 절리면 3차원 형상 획득 과정
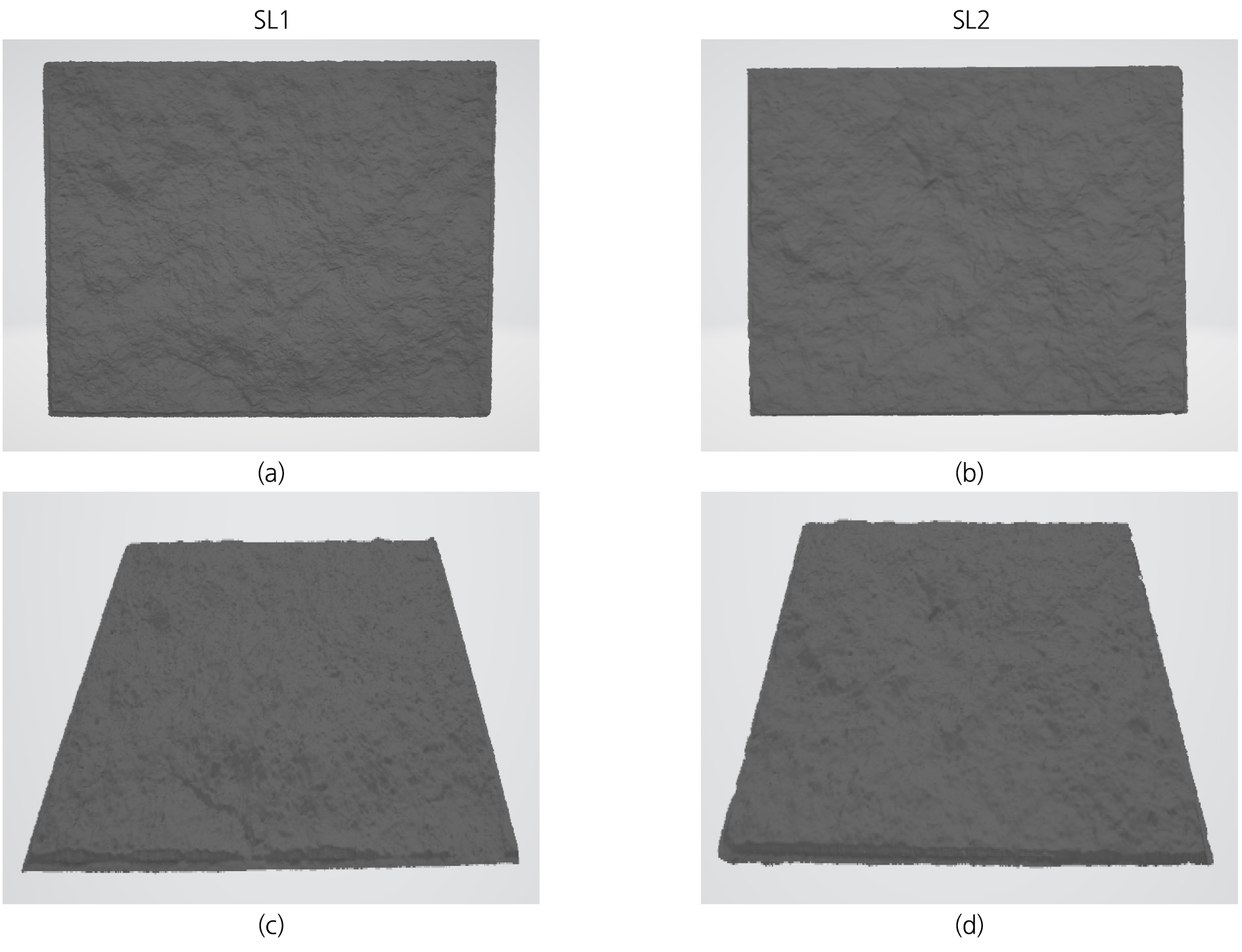
암석의 단면을 휴대용 3D 스캐너를 사용해 0.5 mm간격으로 스캔하여, 얻어진 포인트 클라우드 데이터를 제조사에서 제공하는 전용 소프트웨어를 통해 전처리하여 3D 모델을 구현하였다. 전처리 과정에서는 Point Cloud Fusion과 Meshing기능을 활용하여 포인트 클라우드 데이터를 정교하게 조정하고 최적화하였다. 이를 통해 여러 데이터를 하나의 통합 모델로 융합한 후, 3D mesh를 생성하고 Selection Tools을 이용하여 암석을 제외한 주변 사물들을 제거(crop)하여 정확한 모델을 얻었다. Fig. 3에는 제조사에서 제공하는 전용 소프트웨어를 통해 편집된 암석의 표면 거칠기 모델이 나타나 있다. (a), (b)는 전면에서 (c), (d)는 아래에서 관찰한 것이다. 또한, Matlab 프로그램을 사용하여 포인트 클라우드 데이터 기반의 3D 모델을 구현하였다.
3. 절리면 거칠기 측정 결과
3.1 절리면 3차원 모델링 결과
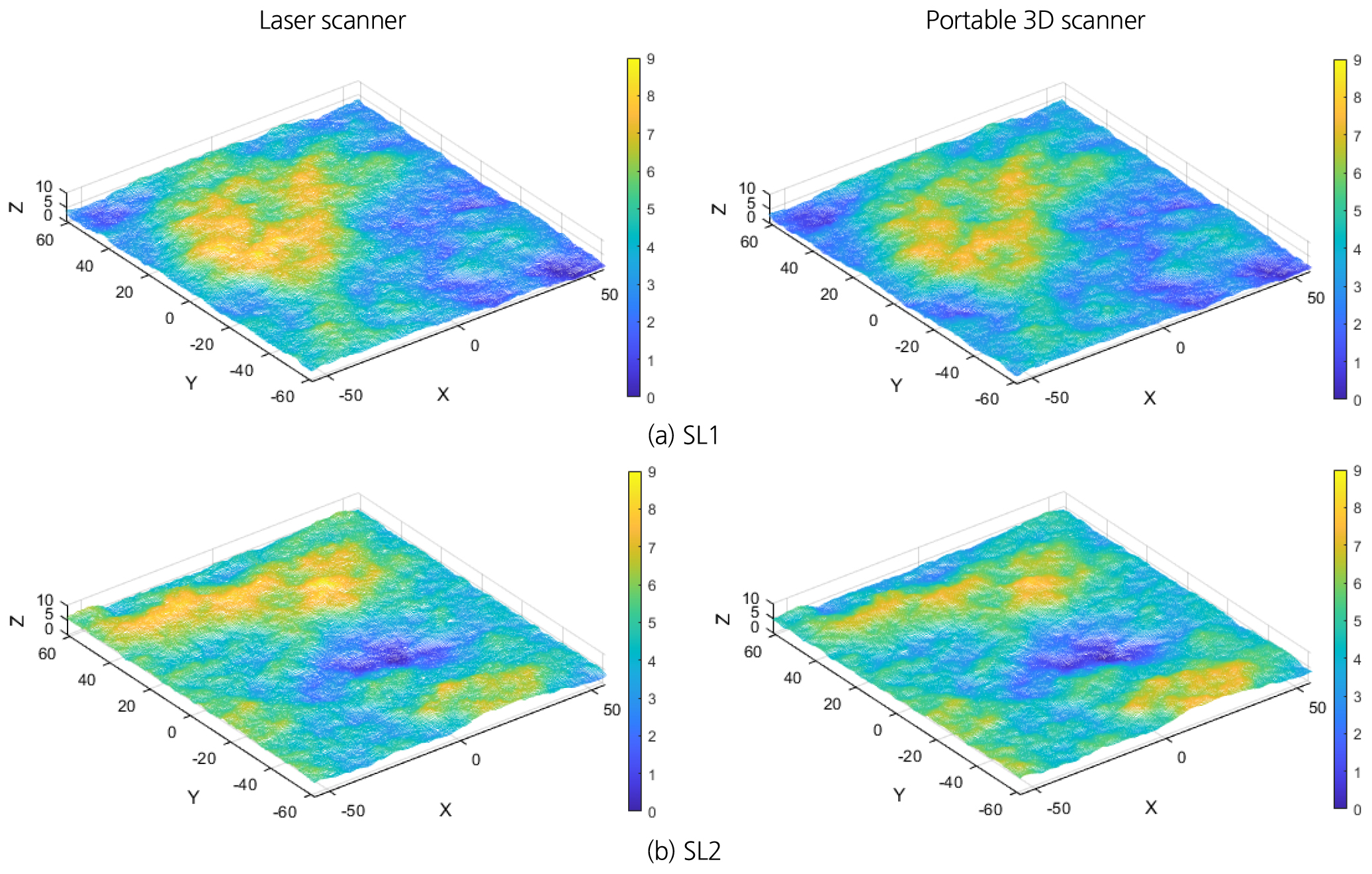
본 연구는 한국원자력연구원에서 보유하고 있는 레이저스캐너를 이용하여 측정된 암석 절리면 거칠기를 기준으로, 휴대용 3D 스캐너를 이용하여 측정한 절리면 거칠기를 비교하여 휴대용 3D 스캐너의 적용 가능성을 평가하는 것이 주목적이다. Fig. 4에는 레이저스캐너와 휴대용 3D 스캐너를 사용하여 생성시킨 3D 모델이 제시되어 있다. SL1와 SL2에 대한 3D 모델 결과를 관찰한 결과, 두 장비를 통해 3차원으로 형상화된 모델은 전반적으로 차이는 크지 않음을 확인할 수 있었다. 그러나 암반 절리면의 거칠기 높이를 표현하는 데 있어 휴대용 3D 스캐너의 정밀도가 다소 떨어지는 경향이 있었다. 이러한 현상은 주로 절리면 표면의 좌표가 높은 부분에서 많이 나타났는데, 휴대용 3D 스캐너 자체의 측정 정밀도가 상대적으로 부족하거나 측정 환경(조명, 표면 색상, 측정 각도)에 따른 편차로 보여진다. 이러한 부분을 감안하더라도 휴대용 3D 스캐너는 레이저스캐너와 비교하여 절리면 거칠기의 형상을 나타내는 데 충분한 성능을 보이는 것으로 판단되었다.
3.2 1차원 거칠기 측정 결과
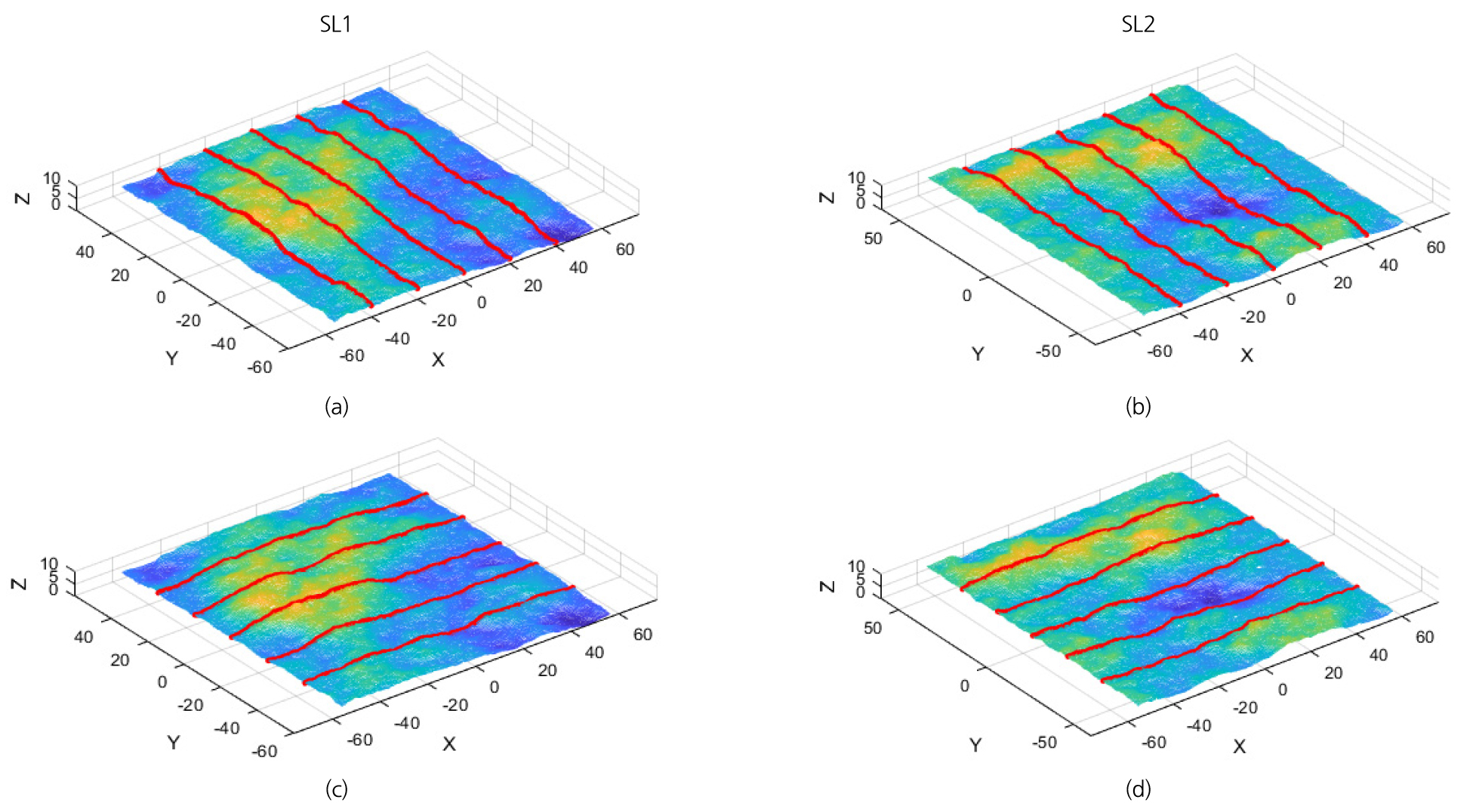
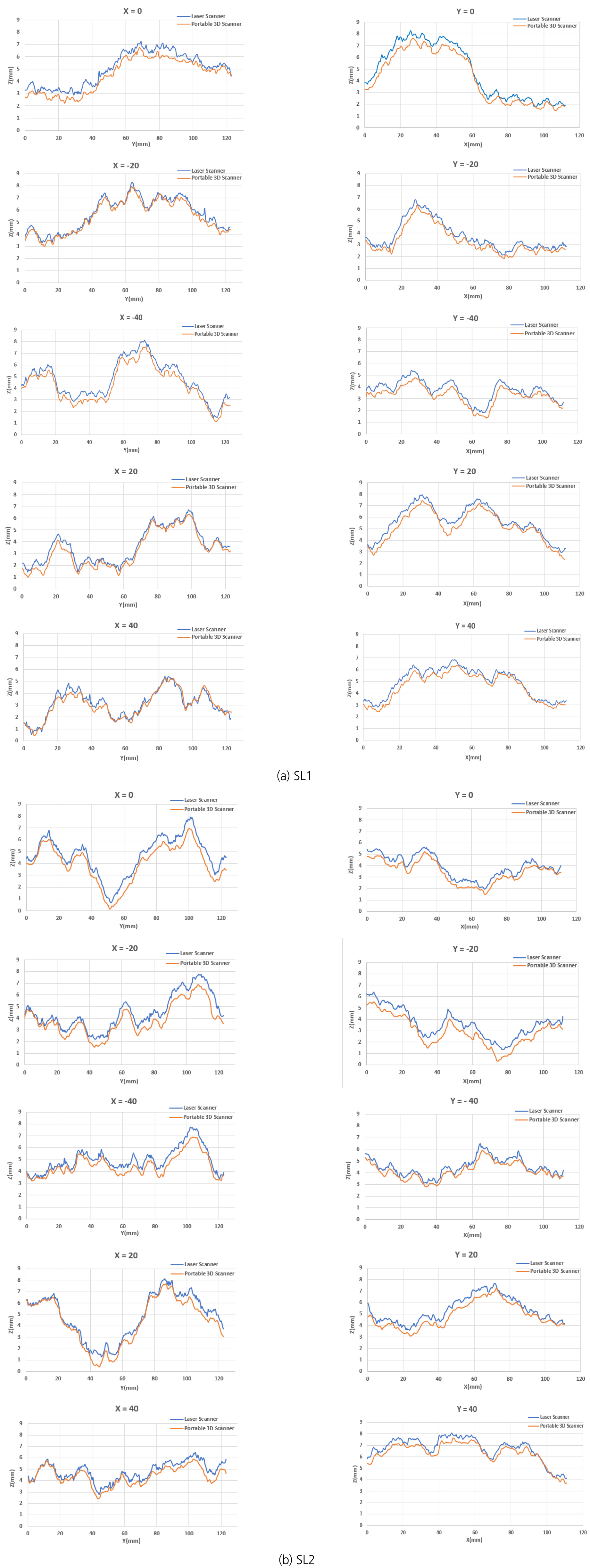
먼저 레이저스캐너와 휴대용 3D 스캐너의 1차원 거칠기 측정결과를 비교해 보고자 하였다. 1차원 거칠기의 측정은 불연속면 표면 상의 10개의 대표라인을 선정하여 수행하였다. Fig. 5는 선정된 대표라인의 위치(x축: -40, -20, 0, 20, 40 mm과 y축: -40, -20, 0, 20, 40 mm)를 3D 모델에 나타낸 것이다. x축과 y축을 따라 20 mm 간격으로 총 5개씩 선정하였다. Fig. 6은 레이저스캐너와 휴대용 3D 스캐너를 사용하여 얻은 3D 모델에서 각 측정라인을 따른 1차원 거칠기를 비교한 결과를 나타낸 것이다. 휴대용 3D 스캐너의 측정 결과는 레이저스캐너와 비교하여 절대좌표의 값이 차이가 크게 나는 경우도 있었으나(최대 1.0 mm) 거칠기의 변화 기울기, 변동 폭 등 전반적인 거칠기 값의 변화 양상은 매우 유사하다고 판단되었다.
3.3 거칠기 파라미터 평가 결과
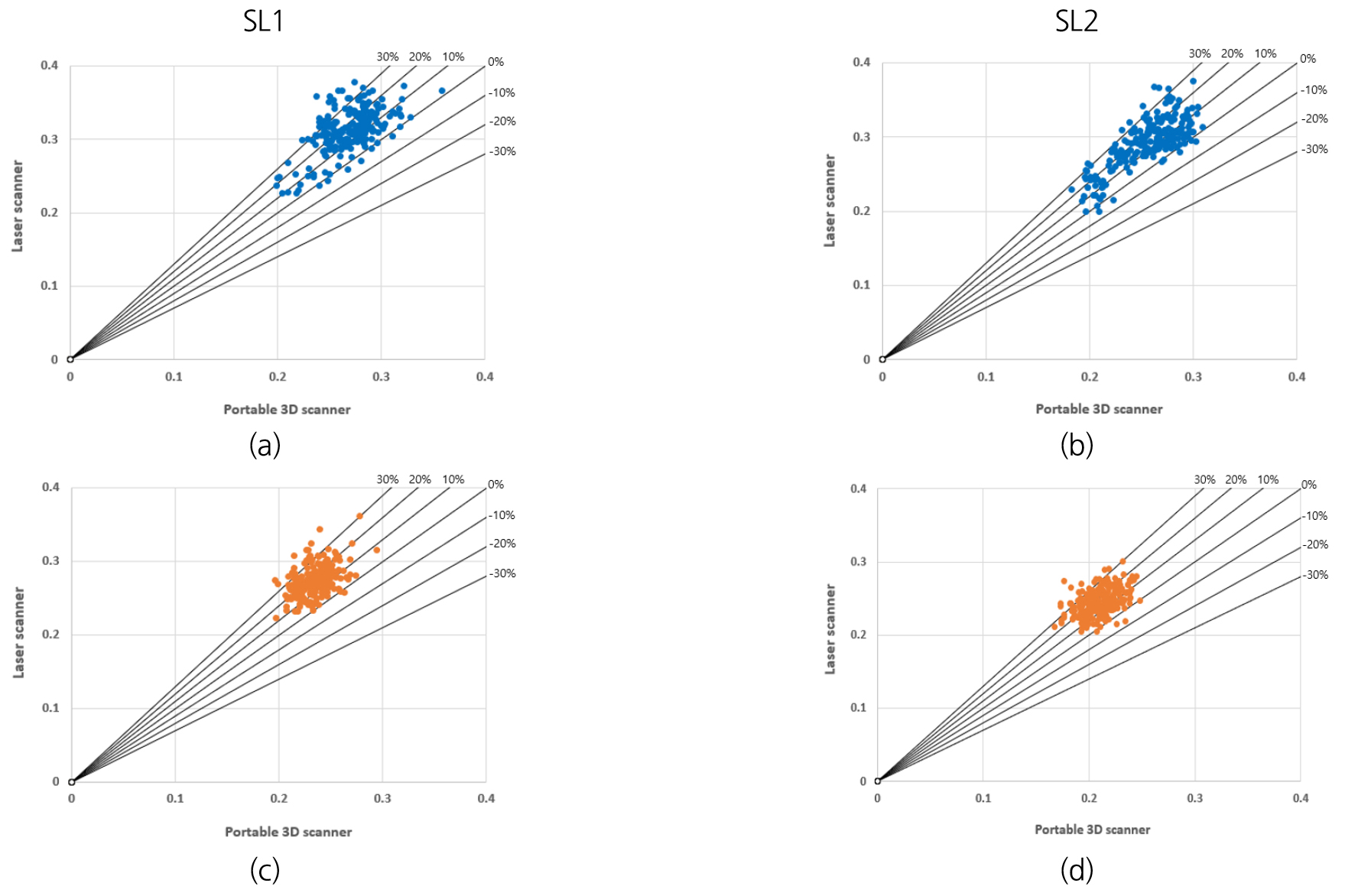
본 연구에서는 거칠기 크기에 대한 정량적 분석을 위해 거칠기 단면에 대해 기존 통계적 거칠기 분석을 통해 제안된 다양한 거칠기 파라미터 중 하나인 1차 미분의 제곱평균근(root mean square of the 1st derivative, )을 적용하였다. 이는 식 (1)과 같은 식으로 계산된다(Park and Kwon, 2000).
여기서, L은 프로파일의 길이, M은 구간의 개수, 는 구간의 간격을 나타낸다. Fig. 7은 레이저스캐너와 휴대용 3D 스캐너를 사용하여 산정한 통계적 거칠기 파라미터의 결과를 비교한 것이며, 휴대용 3D 스캐너의 값은 x축에 레이저스캐너의 값은 y축에 나타내었다. 통계적 거칠기 파라미터의 산정 과정에서 3D 모델로부터 추출한 이차원적 거칠기 단면에서 측점 간의 간격을 x, y방향으로 0.5 mm로 동일하게 설정하였다. 거칠기 단면의 총 개수는 (a), (b)에서 223개 (c), (d)에서 245개로 확인되었다. (a), (b)는 SL1, SL2 시험편의 x축 단면에서의 값을 (c), (d)는 y축 단면에서의 값을 나타낸 것이다. 전체적으로 휴대용 3D 스캐너로부터 획득된 는 레이저스캐너의 값과 비교하여 20% ~ 30% 정도 낮은 수치를 보이는 것으로 파악되었다. 이러한 결과는 두 기기의 해상도 차이에 기반한 것으로 판단되는데, 휴대용 3D 스캐너는 레이저스캐너에 비해 상대적으로 낮은 해상도(resolution)를 갖고 있다. Ge et al.(2021)의 연구에서는 레이저스캐닝을 통한 절리면의 거칠기 측정 시, 3D 포인트클라우드의 측정 해상도에 따른 거칠기의 측정 결과 경향을 관찰하였다. 측정 해상도가 증가하여 최소 점간 간격(sampling interval)이 감소하면 는 증가하는 경향을 나타내며, 특히 측정 대상이 되는 거칠기의 크기에 따라 적합한 해상도가 존재한다고 하였다. 다시 말해, 주어진 절리면의 크기에 대해서 일정 수준의 해상도를 넘어서는 경우에는 오히려 절리면의 거칠기를 과대평가할 가능성이 있다는 것을 의미한다. 이러한 경향성은 Lidar를 이용한 선행연구(Lee and Jeon, 2017)에서도 동일하게 보고된 바 있다. 실제로 레이저스캐너를 통해 측정된 를 Tse and Cruden(1979)가 제시한 식 (2)를 사용하여 JRC로 환산하면, 많은 값들이 18(=0.365)~20(=0.421)의 범위에 존재하여 비교적 거칠기가 크게 측정된 것을 알 수 있다. 물론 휴대용 3D 스캐너는 레이저스캐너 보다 가용 가능한 정밀도나 해상도가 낮기 때문에, 최소 측정 점간 간격을 줄이는 데에는 한계가 존재한다. 하지만 측정하고자 하는 절리면의 크기에 따라서는 휴대용 3D 스캐너가 유용하게 사용될 수 있다는 점을 시사한다.
3.4 단계적 마모된 거칠기 측정과 Z2 비교 결과
본 연구에서는 휴대용 3D 스캐너를 이용하여 직접전단시험에 따른 암반 절리면 거칠기 마모의 정도를 비교함으로써, 휴대용 3D 스캐너의 적용 가능성을 평가하고자 하였다. 직접전단시험은 일정수직하중조건(constant normal load, CNL)을 적용하여 1.0 MPa의 수직응력 하에서 반복적으로 수행되었다. 전단변위 속도는 0.1 mm/min 이하로 한국암반공학회(KSRM)에서 제안하는 표준전단시험법을 따랐다. Fig. 8은 SL2 시험편에 대해 직접전단시험을 진행하기 전 절리면 거칠기와 첫 번째 및 두 번째 시험 후 마모된 절리면 거칠기를 휴대용 3D 스캐너를 이용하여 스캔하였다. 이때, x = -40, -20, 0, 20, 40과 y = -40, -20, 0, 20, 40에서의 일렬 점좌표를 이용하여 도식화하였다. Fig. 9은 SL2 시험편에 대해 직접전단시험에 따른 절리면 거칠기의 마모정도를 휴대용 3D 스캐너를 이용해 측정한 것이다. Fig. 9(a)는 직접전단시험 전, Fig. 9(b)는 첫 번째 직접전단시험 진행 후, Fig. 9(c)는 두 번째 직접전단시험을 진행한 후의 시험편을 측정한 것이다. 직접 전단 시험이 진행됨에 따라 나타나는 마모에 의한 암반의 절리면 거칠기 높이 차이를 휴대용 3D 스캐너를 이용하여 확인할 수 있었다.
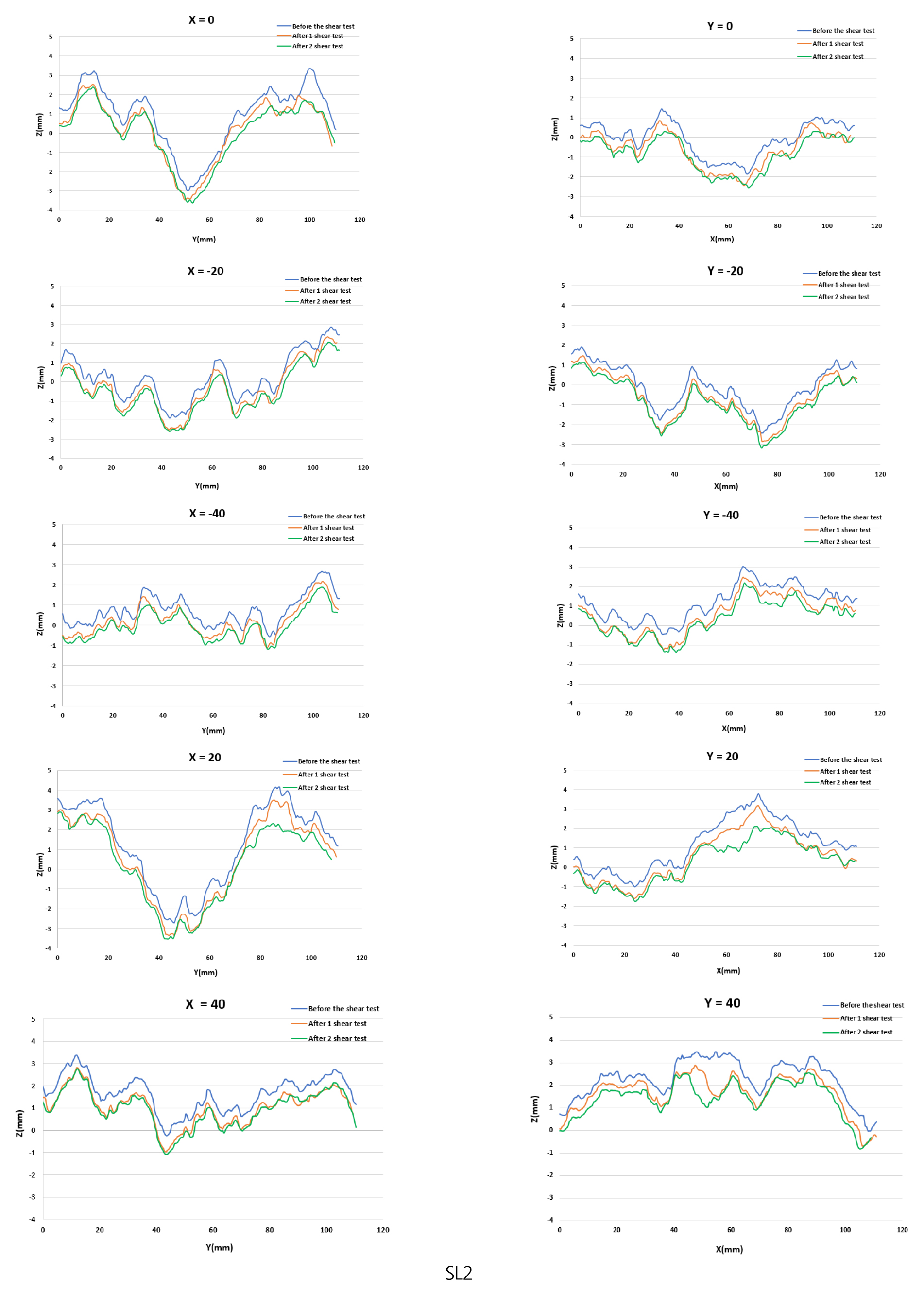
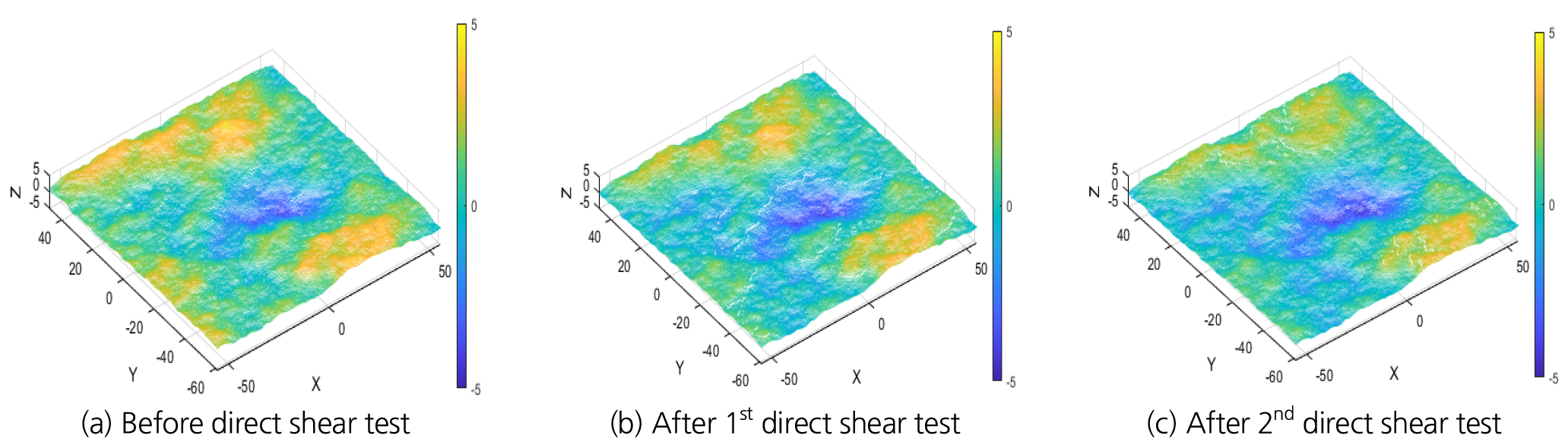
Fig. 10은 SL2 시험편에 대해 직접 전단 시험을 진행하기 전 절리면 거칠기와 첫 번째 및 두 번째 시험 후 거칠기를 휴대용 3D 스캐너를 이용하여 스캔한 후 값을 비교한 결과이다. 결과를 관찰하였을 때, 직접전단시험에 의해 절리면 거칠기에 마모가 발생한 영역에 대해 값의 차이를 확인할 수 있었다.
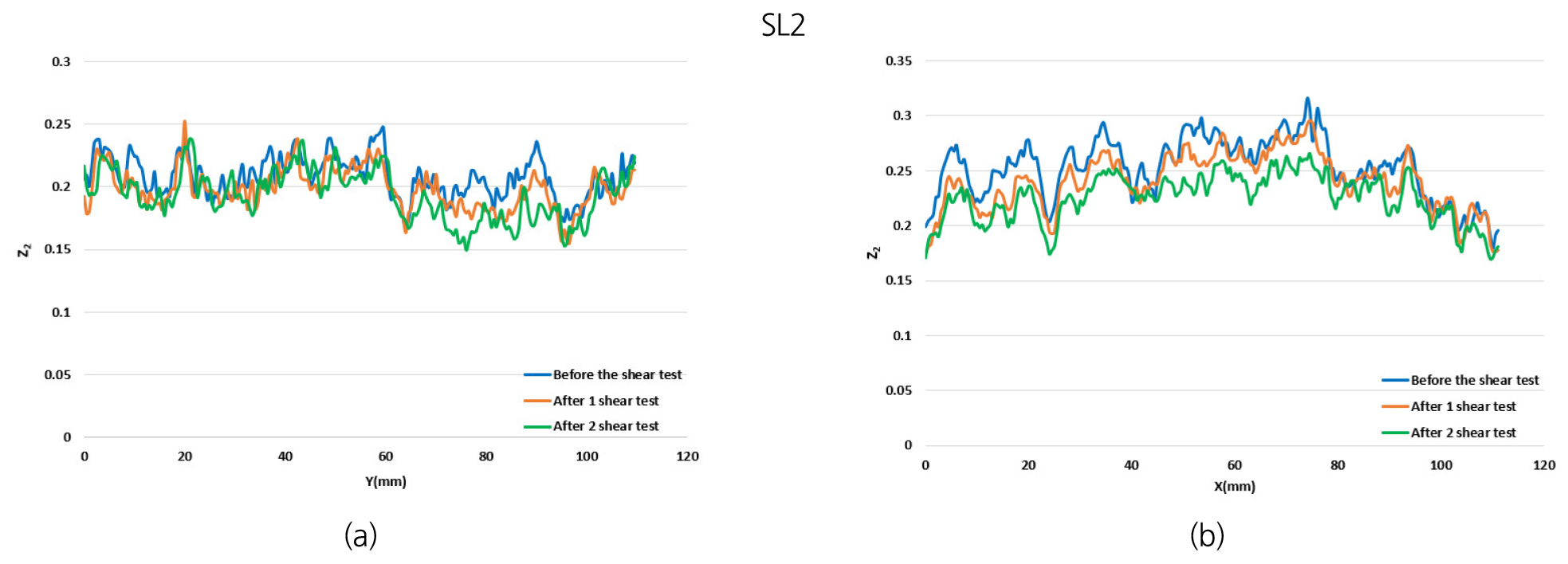
이와 같이 휴대용 3D 스캐너를 이용하여 측정된 직접전단시험에 따른 마모에 의한 거칠기 높이와 값의 차이는 쉽게 확인할 수 있었다. 이는 휴대용 3D 스캐너가 직접전단시험에 의해 모사된 절리면 거칠기의 마모에 따른 거칠기 변화를 효과적으로 측정할 수 있음을 보여주며, 향후 유관분야의 연구에 적용하는 데 있어 활용도가 높다는 것을 시사한다.
4. 결 론
본 연구에서는 암반 절리면의 거칠기를 경제적이고 효율적으로 측정하기 위한 휴대용 3D 스캐너의 적용성을 평가하였다. 기존에 암반 절리면의 거칠기를 정량적으로 측정하기 위해 널리 활용되고 있는 레이저스캐너와 거칠기 측정결과를 상호 비교한 결과, 서로 유사한 형태의 1차원 거칠기가 측정되는 것으로 나타났다. 또한 측정된 3차원 포인트 클라우드를 통해 추출된 3D 모델로부터 절리면 거칠기 높이와 거칠기 파라미터의 변화 양상을 비교하였으며, 두 장비의 측정결과는 서로 유사함을 확인할 수 있었다. 또한, 직접전단시험을 통해 절리면의 거칠기를 강제로 마모시켜가며 절리면의 거칠기 변화를 휴대용 3D 스캐너를 통해 연속적으로 측정하였다. 그 결과 휴대용 3D 스캐너는 절리면 거칠기와 값의 변화를 현실적으로 측정할 수 있다는 것을 확인하였다. 본 연구에서 적용한 휴대용 3D 스캐너는 기존의 레이저스캐너와 달리 실내 측정뿐 아니라 다양한 현장 조건에서도 보편적으로 적용하기에 제약이 없고 간편한 인터페이스와 조작법으로 사용자가 쉽게 다룰 수 있는 장점을 갖는다. 또한, 레이저스캐너 장비는 상대적으로 가격이 고가인 반면 휴대용 3D 스캐너 장비는 비교적 가격이 저렴하여 접근이 용이하다. 그러므로 측정성능과 장비의 경제성을 종합적으로 고려하면, 휴대용 3D 스캐너는 암석 절리면의 거칠기를 측정하는 데 있어 활용성이 높다고 판단된다. 하지만 휴대용 3D 스캐너로 측정된 거칠기의 높이와 거칠기 파라미터의 크기가 레이저스캐너에 비해 전체적으로 낮은 경향을 보였으며, 미세 거칠기를 표현하는 데 있어 레이저스캐너만큼의 정밀도를 달성하기 어려운 한계점은 존재한다. 휴대용 3D 스캐너를 이용하여 측정 정밀도를 향상시키기 위해서는 측정방향, 측정환경 등에 대한 영향을 최적화시킬 필요가 있으며, 이는 향후 연구를 통해 개선해야 할 사항으로 남아 있다. 따라서, 휴대용 3D 스캐너의 적용 가능성을 향상시키기 위한 다양한 측정 조건에서의 추가연구가 필요할 것으로 판단된다.
