

1. 서 론
2. TBM 연속굴착기술의 추진잭 운영방법
2.1 나선형 세그먼트와 추진잭
2.2 추진잭 압축시험방법
3. 구조해석
3.1 추진잭 모델 및 경계조건
3.2 구조해석 결과
4. 압축시험
4.1 시험시스템 및 시험방법
4.2 압축시험 수행 결과
5. 결 론
1. 서 론
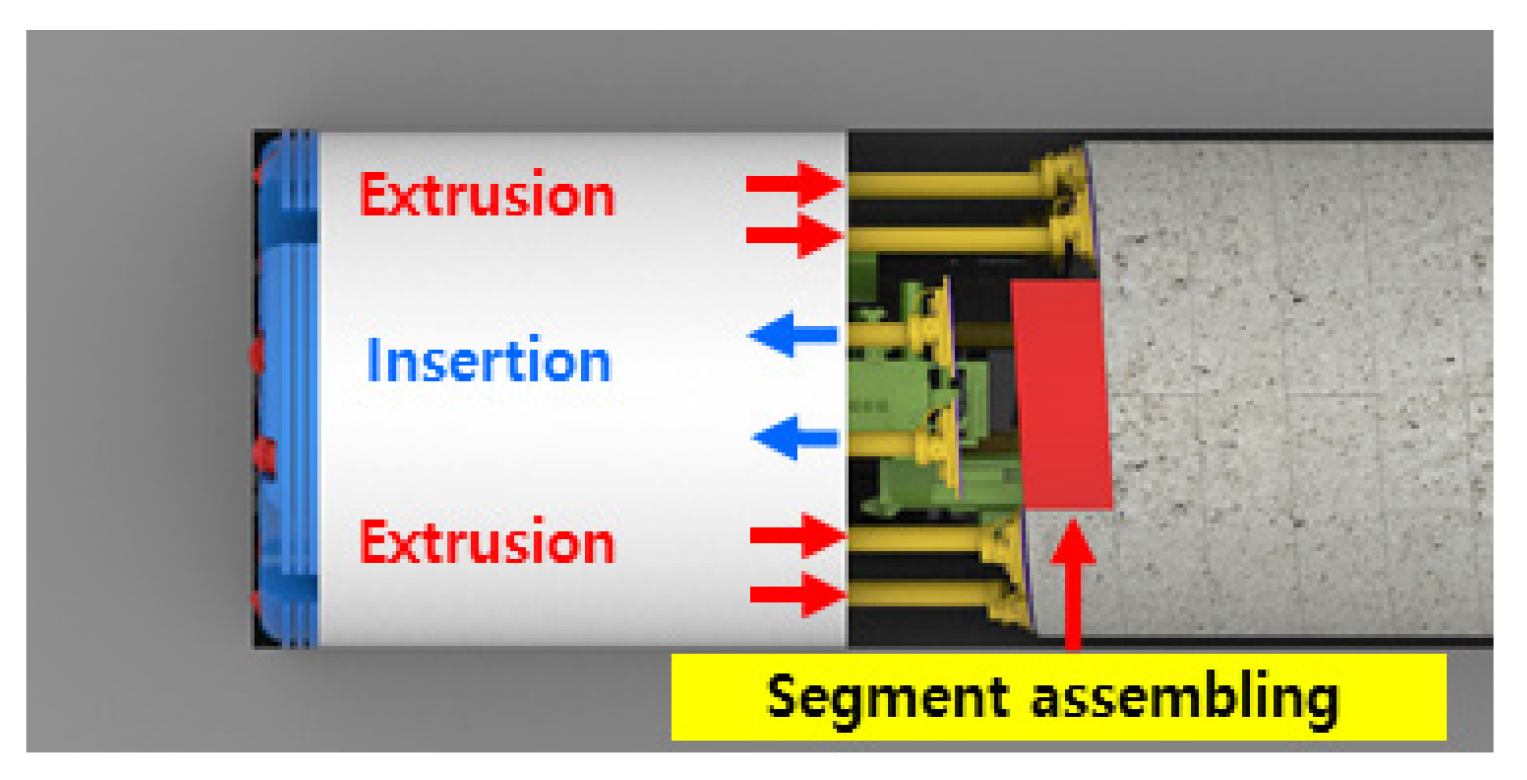
쉴드 TBM (tunnel boring machine)의 연속굴착 기술을 개발하기 위해서 나선형 세그먼트(helical segment)를 이용한 방식이 고려되고 있다(Choi et al., 2022, KAIA(Korea Agency for Infrastructure Technology Advancement), 2022). 나선형 세그먼트를 이용하면 특정 1개의 세그먼트가 설치중일 때, 해당 위치를 벗어난 나머지 추진잭을 압출하여 세그먼트 설치 중의 TBM 굴진시간을 증대하는 방식이다(Fig. 1). 추진력의 합력을 동등하게 유지하려면, 특정 추진잭이 쉬는 만큼 추가의 추력을 다른 추진잭들이 제공해야 한다. 그러므로, 일반 쉴드 TBM 공법에서 개별 추진잭의 추진력에 비해 연속굴착 공법에서 체결중 세그먼트에 인접한 인근의 추진잭은 약 50%까지 추진력을 증가시켜야 한다고 보고된 바 있다(Wehrmeyer, 2022).
한편, 나선형 세그먼트은 TBM 진행방향으로 일정한 헬리컬 각도(helical angle)를 가지고 있다. 연속굴착 TBM공법에서 추진잭은 나선형 세그먼트의 경사면에 접촉하여 추진력을 제공하게 된다(Fig. 1). 그러면 추진잭 모듈에 경사각도만큼의 횡하중 분력이 발생하여 추진잭의 각 부품은 휨 좌굴하중(flexural buckling load) 영향을 받게 된다. 이처럼 기존 공법은 편평한 세그먼트 면에 접촉하는 데에 반해, 연속굴착 공법은 나선형 세그먼트의 경사면에 고하중 조건으로 접촉하게 되어 좌굴하중에 대한 고장 위험이 발생할 소지가 있다.
본 연구는 추진잭의 좌굴 안정성을 규명하고자 하였다. 연구 대상 추진잭의 각 부품과 나선형 세그먼트를 모델링하여 접촉위치와 접촉각도를 분석하였다. 분석 결과, 기본적인 설계 단차값(offset)에 의하여 편심하중이 발생하는 것을 확인하였다. 오프셋에 의한 추진잭의 좌굴하중을 실험적으로 검증하기 위하여 유압실린더의 압축시험 방법을 조사하였다. 해당 방법을 현재 추진잭의 상황에 적용하여 압축시험코드를 완성하였다. 좌굴하중에 의한 응력집중 현상을 규명하기 위하여 추진잭 모델에 대한 정적 구조해석을 실시하고, 추진잭의 좌굴 안정성을 증명하기 위하여 우선 편평한 면에 대한 압축시험을 수행하였다. 이상의 연구과정을 본 보고에 서술하였다.
2. TBM 연속굴착기술의 추진잭 운영방법
2.1 나선형 세그먼트와 추진잭
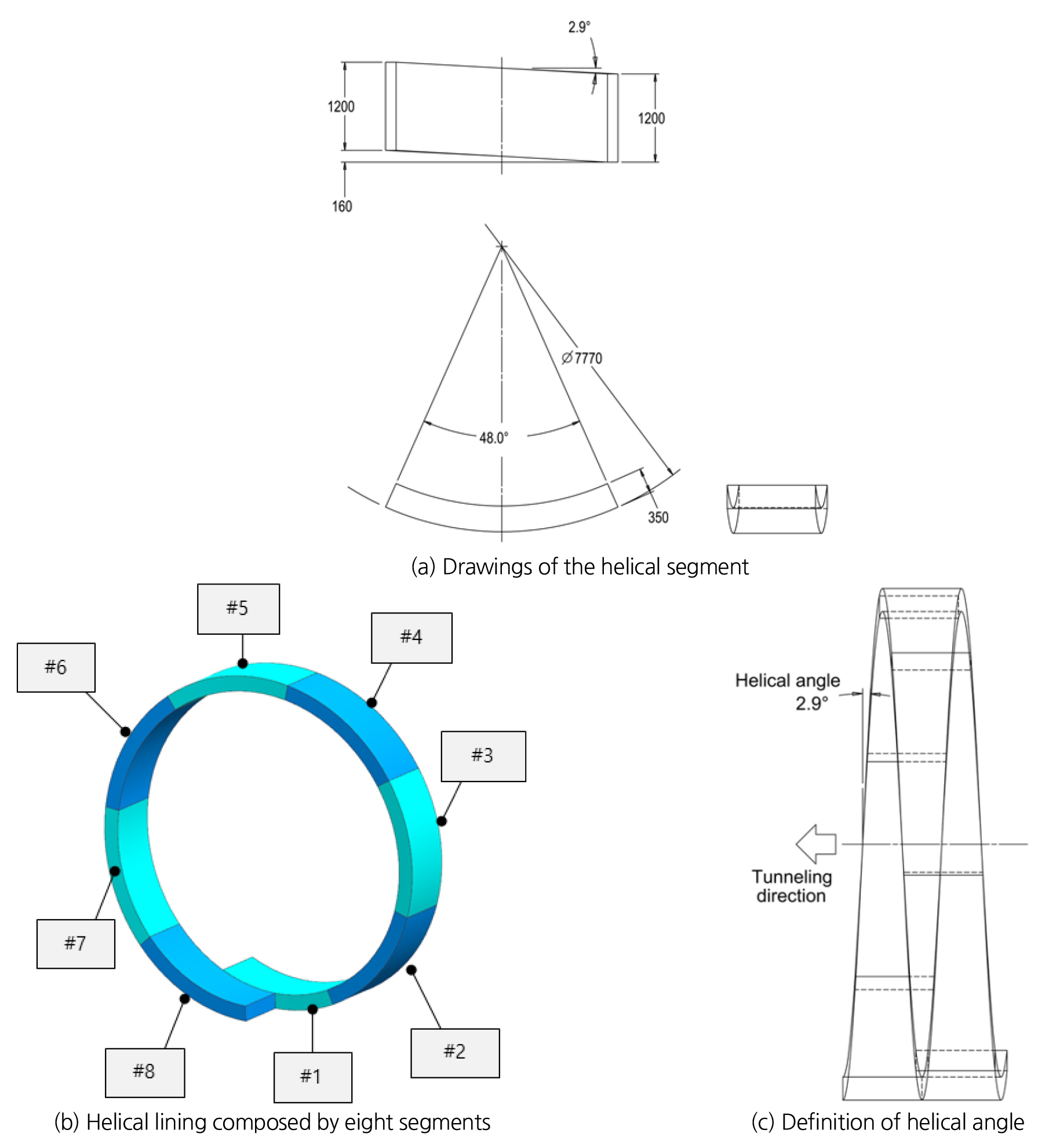
TBM 연속굴착기술에 대응하기 위하여 나선형 세그먼트를 우선적으로 설계하였다. Fig. 2에 나선형 세그먼트의 설계도와 1회전을 구성한 터널 라이닝의 3차원 모식도를 나타내었다. 현재 세그먼트는 폭 1200 mm, 두께 350 mm를 가지며, 접선방향 각도는 48도이다(Fig. 2(a)). 7.5개의 나선형 세그먼트가 360도의 터널 라이닝을 구성하게 된다. 이처럼 15개의 세그먼트를 사용하면 정확히 720도(2회전)의 라이닝이 구성된다(Fig. 2(b)). 이 상황에서 나선형 세그먼트의 헬리컬 각도는 약 2.9도가 된다(Fig. 2(c)).
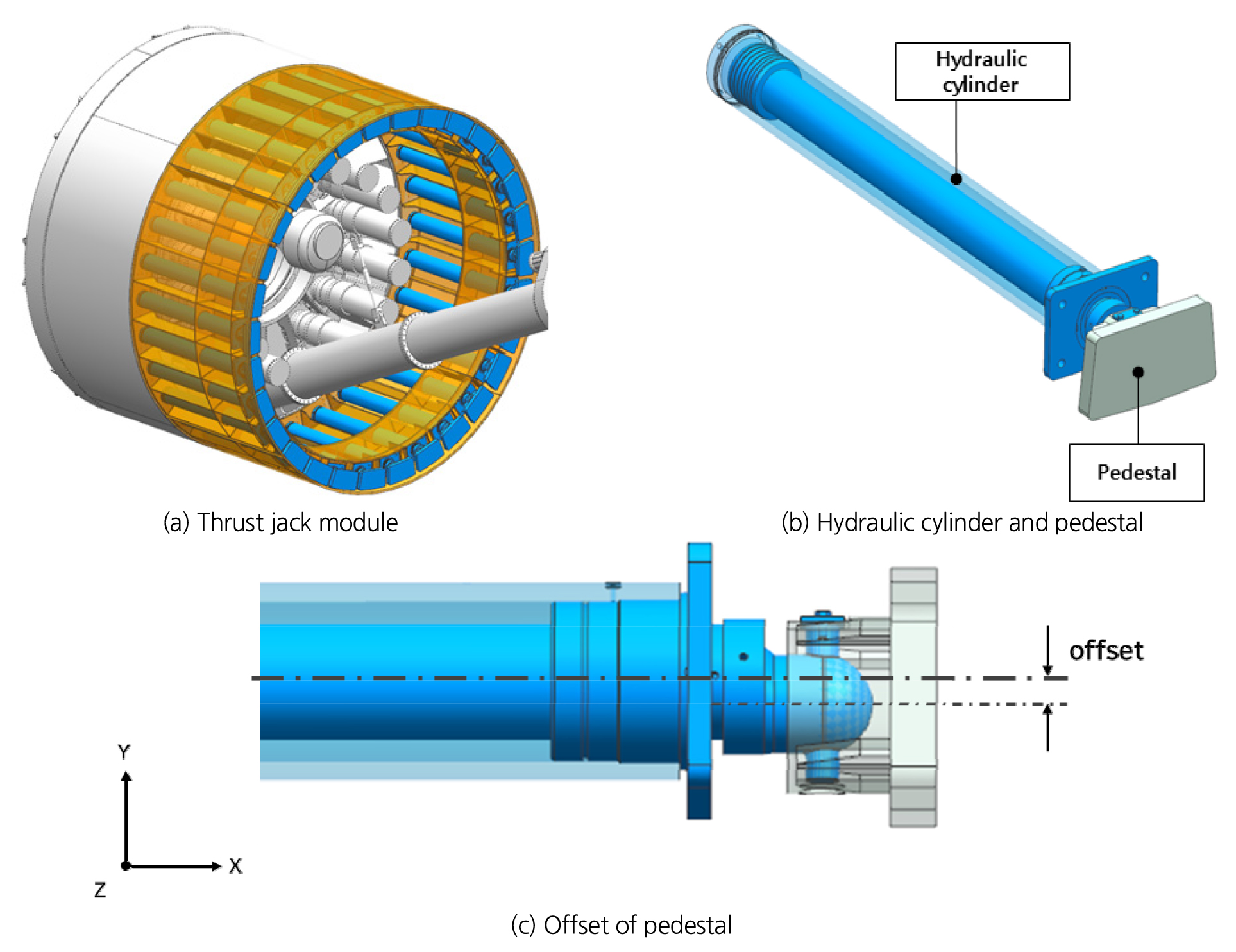
본 연구에서 사용된 TBM 추진모듈은 Fig. 3(a)와 같이 30개의 추진잭으로 구성되어 있으며 개별 추진잭은 유압 실린더와 세그먼트에 접촉하는 페데스탈로 구성되어 있다(Fig. 3(b)). 추진잭을 도면화하여 확인하였다(Fig. 3(c)). 페데스탈의 중심축과 실린더의 중심축사이에는 40 mm의 오프셋이 설정되어 있었다. 이는 쉴드의 폭으로 인해 TBM 추진잭보다 세그먼트가 터널에 외주면 방향으로 약간 더 벗어나 있기 때문에 페데스탈을 세그먼트 접지영역에 정확히 안착시키기 위한 것으로 판단되었다. 따라서 이 오프셋에 의해 측력이 발생할 것이므로, 이에 따른 좌굴영향이 추가될 것으로 판단되었다. 그래서 본 연구에서 오프셋 에 의한 좌굴 영향도 추가적으로 분석해야 할 것으로 판단되었다.
2.2 추진잭 압축시험방법
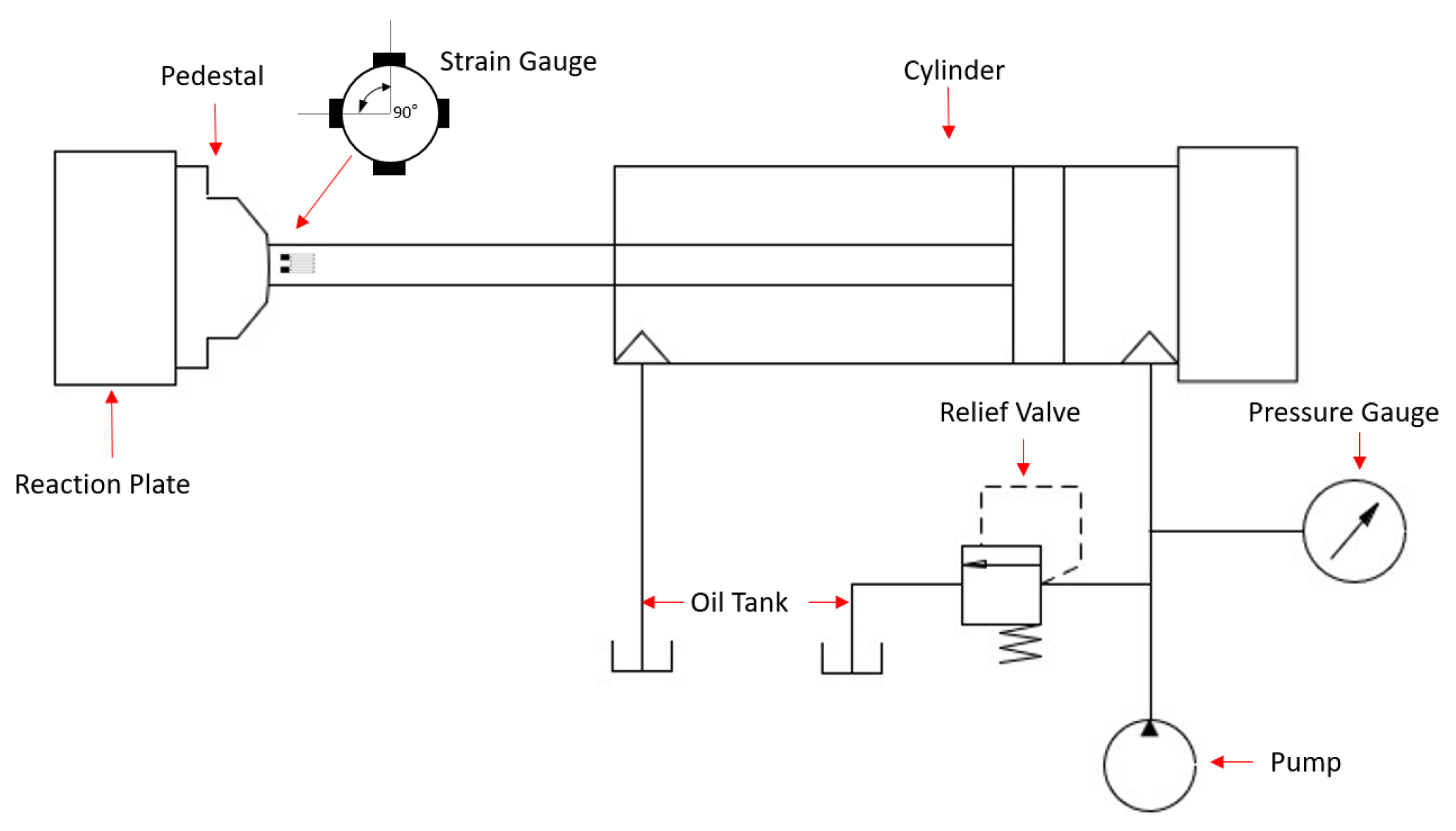
추진잭을 구성하는 유압실린더의 표준 시험조건 및 평가기준을 요약하면 Table 1과 같다(Korea Testing Certification Institute(KTC), 2015. 추진잭도 유압실린더의 한 형태이므로 이 시험방법을 적용하여 시험을 수행할 수 있다. 다만, 추진잭은 TBM 운용조건이 반영되어야 하므로, 세부적인 시험조건을 다음과 같이 변경하여 적용하였다. 실린더의 행정조건은 최대 행정거리까지 신장하고, 추진잭의 최대 가용압력을 가해 로드의 인장 및 압축응력을 측정한다. 시험조건을 유압 회로도로 간략히 표현하면 Fig. 4와 같다. 해당 그림에서 유압펌프는 유량을 공급해주고, 실린더의 우측은 공급용 드레인 라인이며 좌측 탱크는 회수용 드레인이다. 로드가 위치한 부분에 게이지를 부착하여 좌굴변형을 측정한다. 앞서 설명한 실린더와 페데스탈 축사이의 40 mm의 오프셋을 그대로 반영하기 위하여 시험대 상부방향으로 페데스탈을 위치시키고 반력판에 고정하였다(Fig. 7).
Table 1.
Buckling testing condition of hydraulic cylinder (Korea Testing Certification Institute(KTC), 2015)
3. 구조해석
3.1 추진잭 모델 및 경계조건
구조해석을 위해 추진잭의 각 부품을 Fig. 5와 같이 모델링하였다. 3방향 변위 구속조건은 튜브(tube), 브라켓(bracket), 그리고 페데스탈(pedestal)에 부여하였고, 실제 압출조건과 동일하게 있는 실린더 로드의 튜브 내측 끝단에 x방향으로 980 kN의 압출력을 가하였다. 이를 통해 로드(rod)의 압출력에 의한 반력은 페데스탈 끝단에 발생하게 된다. 각 파트의 재료를 분석하면, 튜트의 강종은 기계 구조용 탄소강인 STKM13C이고, 그 이외 로드, 브라켓, 페데스탈 파트는 모두 일반 산업용 강재인 S45C로 분석되었다(Table 2).
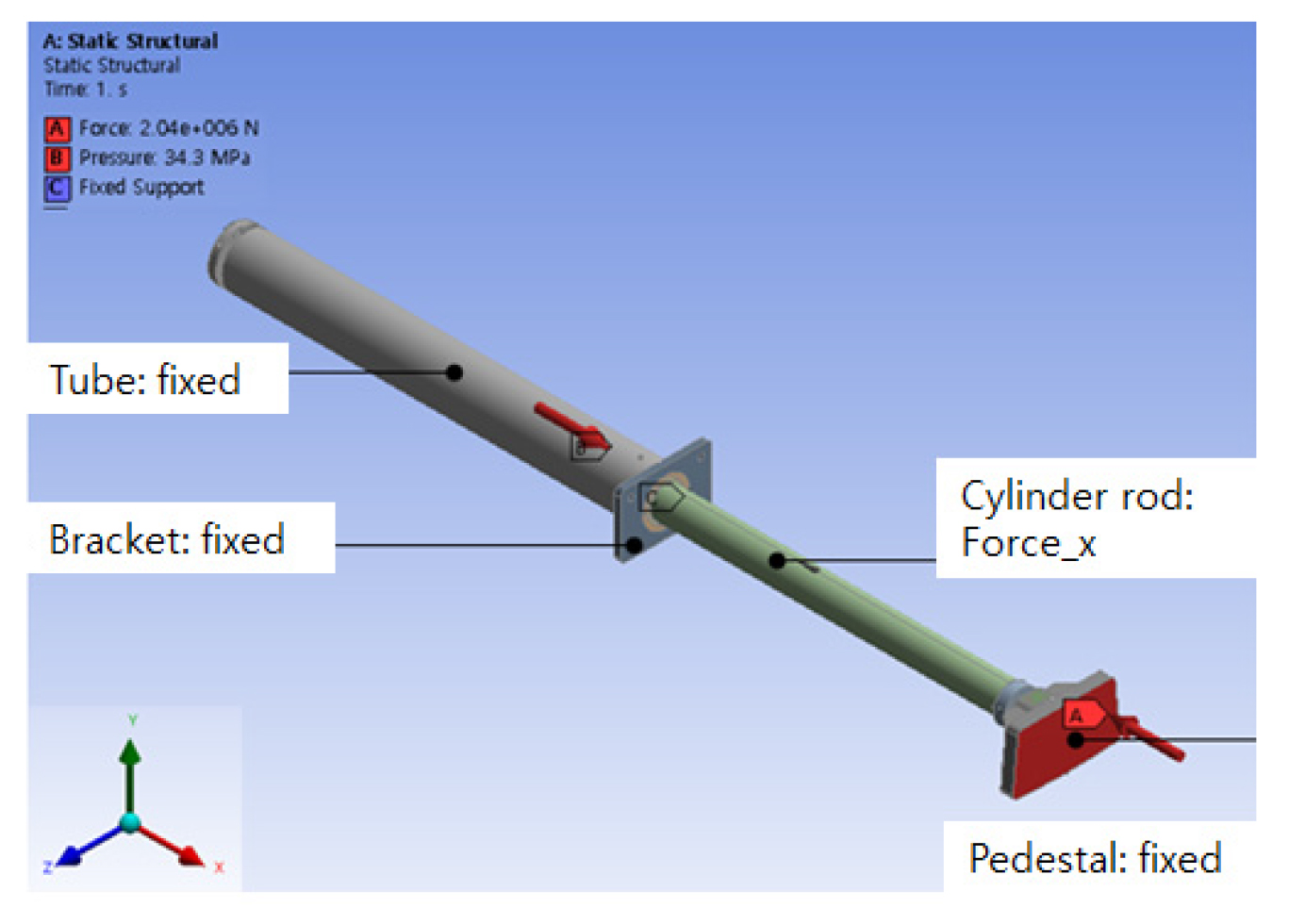
Table 2.
Results of static analysis
|
Part (material) | Tensile strength | Yield strength | Max. Von-Mises stress | Max. stress/yield strength |
|
Tube (STKM13C) | 510 MPa | 380 MPa | 3.98 MPa | 1.05% |
|
Rod (S45C) | 686 MPa | 490 MPa | 316.41 MPa | 64.6% |
3.2 구조해석 결과
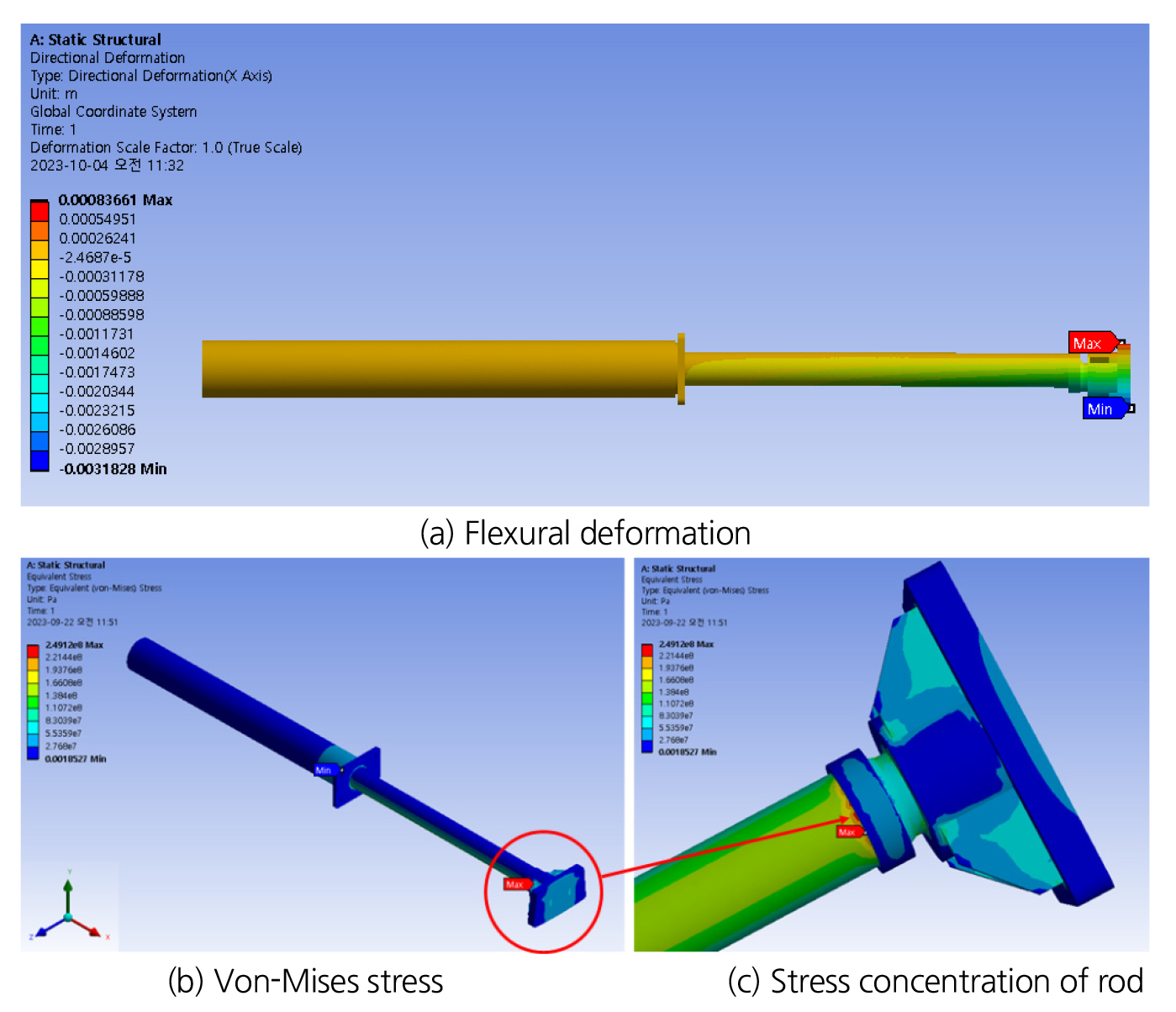
구조해석은 상용프로그램인 ANSYS를 사용하여 정해석(static analysis)으로 진행했으며 결과는 Fig. 6과 같다. 현재 수치해석 모델에서 페데스탈의 오프셋은 하단방향으로 모델링되어 있다. 해석결과를 보면, 상단 방향으로 인장변위, 하단 방향으로 압축변위가 발생하였다. 따라서 오프셋에 의한 휨변형은 페데스탈 오프셋 방향의 반대 방향으로 발생할 것으로 예상되었다(Fig. 6(a)). 그리고, 이에 따른 응력집중은 페데스탈과 연결된 로드의 외측 끝단부위에 발생하는 것을 확인했다. 로드 이외의 튜브, 브라켓, 페데스탈 부위는 Von-Mises 응력이 상대적으로 매우 낮았다. 이를 수치로 표시하면 Table 2와 같다. 실린더 튜브와 로드 재료를 도면에서 발췌한 후 항복강도를 조사하였고, 항복응력 대비 최대응력의 비율을 조사하였다. 그 비율이 튜브는 1.05%, 로드는 64.6%로 도출되어 상대적으로 로드 끝단의 휨변형 및 이에 따른 내구 안정성이 압축시험 시 가장 중요하게 관측해야 할 부위임을 알 수 있었다.
4. 압축시험
4.1 시험시스템 및 시험방법
실린더 튜브를 고정하기 위한 지그와 반력판을 설계, 제작한 후, 추진잭의 압축시험을 위한 시스템을 구성하였다(Fig. 7). 압축시험방법은 아래와 같다.
① 실린더를 시험장비에 수평으로 설치한다.
② 실린더를 신장시킨 후 양단을 고정한다.
③ 실린더에 최대하중이 작용하도록 압력을 공급한다.
④ 최대압력으로 2분 이상 가압 후 변형, 파손, 누유 등의 이상 유무를 측정하고, 육안으로 관측한다.
이 때, 최대하중을 실린더 내경에 따른 공급압력은 다음과 같이 계산된다.
-실린더 내경 : D=275 mm
-실린더 단면적 :
-실린더 하중 : F=100,000 kgf=980 kN
-실린더 공급 압력 :

4.2 압축시험 수행 결과
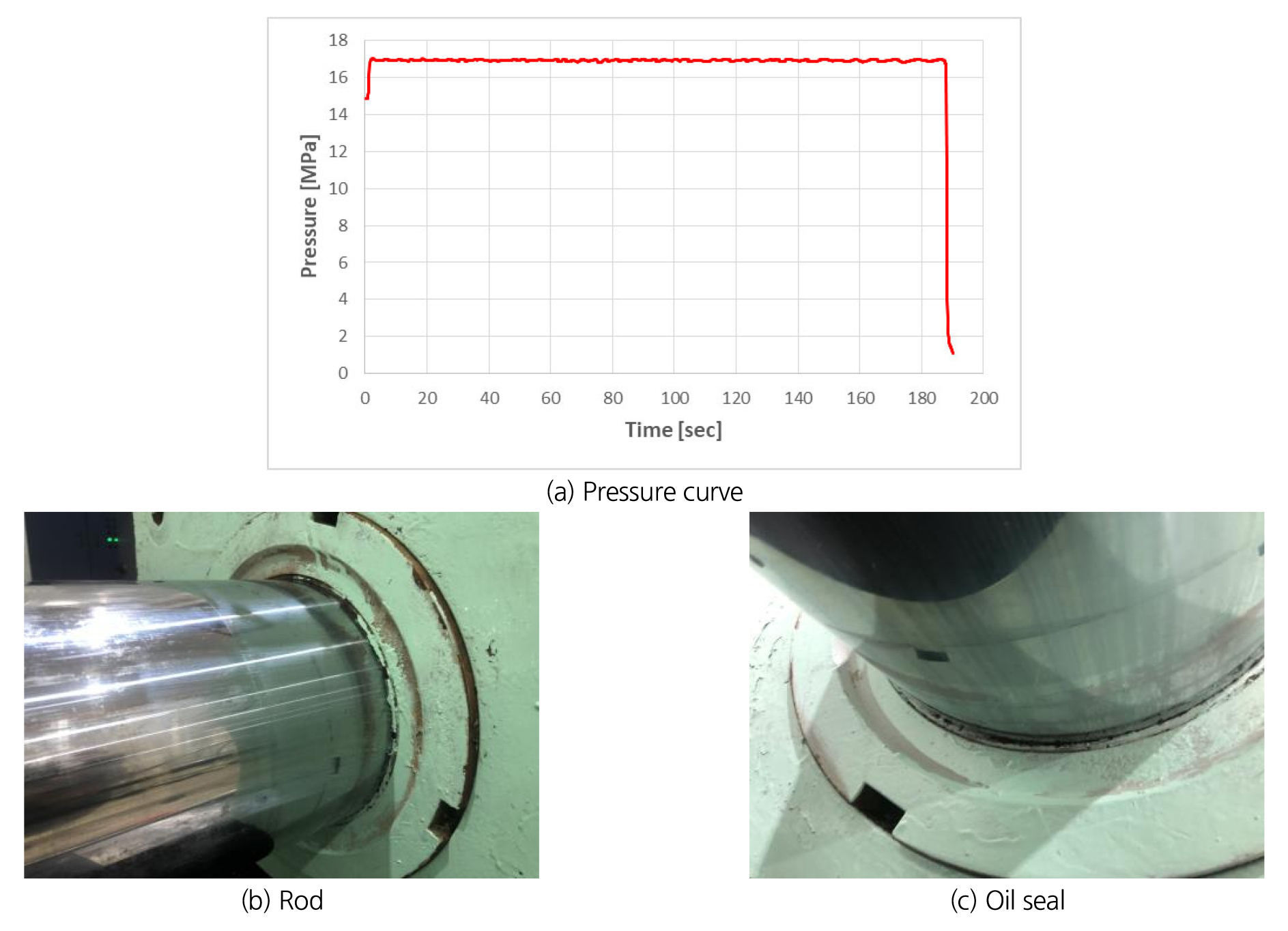
압축시험은 다음과 같이 진행하였다. 실린더를 시험장비에 정확히 수평으로 설치하였고, 로드를 압출시킨 후 반력판에 고정하였다.실린더에 169 bar의 압력으로 180 sec 이상 가압한 후 압력을 제거하였다(Fig. 8(a)). 이후 페데스탈, 로드, 오일 씰 부위의 변형과 누유 여부를 육안으로 관측하였다. 그 결과, 페데스탈, 로드에 소성변형은 측정되지 않았고, 오일 씰 부분의 누유 또한 발생하지 않음을 확인하였다(Fig. 8(b), (c)).
5. 결 론
본 연구는 추진잭 좌굴 안정성 분석을 위한 좌굴 압축시험방법을 조사하고, 압축시험 시스템을 구성하였다. 추진잭의 구성품을 모델링하여 수치해석을 통해 구조안정성을 분석하였다. 이후 압축시험시스템을 구성하고, 경사도 0도 조건에서 최대하중을 가압하여 압축시험을 수행하였다. 이 과정을 통해 획득한 결과는 다음과 같다.
정적 구조해석을 통해 추진잭의 각 부품의 최대응력을 분석하였다. 최대응력은 로드와 페데스탈 연결부분인 끝단부에서 발생하였다. 로드 이외 페데스탈, 튜브, 브라켓과 같은 파트는 좌굴에 매우 안전한 것으로 분석되었다.
압축시험을 수행하였다. 당초 계획된 최대압력을 2분간 부가한 후 압력을 제거하여 변형과 누유를 관측하였다. 로드의 변형과 씰의 누유는 관측되지 않아서 오프셋에 의한 추진잭의 좌굴 안정성을 검증하였다.
본 보고에서는 페데스탈이 0도 조건에서 반력을 제공받는 경우에 대해 페데스탈 오프셋에 의한 추진잭의 좌굴 안전성을 검증하였다. 추후 나선형 세그먼트의 경사면에 의한 추진잭의 좌굴 안전성도 추가적으로 검증해야 할 것으로 판단된다.
